CNC machining materials are changing as manufacturers push for lighter parts, higher performance, and better efficiency. Traditional metals like steel and aluminum still dominate many shops, but they are no longer enough for industries facing tighter weight limits, higher operating temperatures, and longer service life requirements. This shift is not driven by experimentation alone. It is a response to real production demands coming from aerospace, automotive, and energy applications.
At the same time, advances in tool coatings are changing how these new materials can be machined. Materials that were once considered too difficult or too expensive to cut are now entering regular production. These changes directly affect machinability, tooling choices, machine setup, and overall cost. Understanding this connection is becoming essential for manufacturers planning long-term investments and competitive manufacturing strategies.
New CNC Machining Materials Entering Production
Over the last decade, CNC machining has moved beyond conventional metals to accommodate materials designed for extreme performance requirements. These materials are no longer limited to research labs or niche prototypes. They are now appearing in production environments, driven by clear functional and economic reasons. Weight reduction, thermal stability, and longer service life are shaping material selection decisions across multiple industries.
Manufacturers are adopting these materials not because they are new, but because they solve problems that traditional alloys cannot address efficiently.
Overview of emerging materials in CNC machining
Several advanced materials are gaining traction in CNC machining due to their unique mechanical and thermal properties. The most notable categories include:
- Fiber-reinforced composites
Used where high strength and low weight are critical. These materials behave very differently from metals during cutting.
- Titanium aluminides and advanced titanium alloys
Chosen for applications that require high temperature resistance with reduced mass.
- High-performance polymers and hybrid materials
Increasingly used in medical devices, electronics, and lightweight structural components.
Among these, fiber-reinforced composites and titanium aluminides are seeing the fastest growth in CNC machining environments.

Fiber-reinforced composites (CFRP, GFRP): properties and use cases
Carbon fiber reinforced polymers and glass fiber reinforced polymers combine strong fibers with a polymer matrix. Their strength comes primarily from the fibers, while the matrix holds the structure together.
Key characteristics that affect machining include:
- High strength-to-weight ratio
CFRP components can replace aluminum or steel parts while reducing weight by 30 to 60 percent in some applications.
- Directional strength
Mechanical properties vary depending on fiber orientation, which directly impacts cutting behavior and surface finish.
- Low thermal conductivity
Heat does not dissipate easily during machining, increasing the risk of matrix degradation if cutting parameters are poorly controlled.
In aerospace manufacturing, CFRP is widely used for structural panels, brackets, and interior components. In automotive production, GFRP is common in body panels, enclosures, and reinforcement parts where cost sensitivity is higher. These materials reduce vehicle weight and improve fuel efficiency or battery range, making them attractive despite machining challenges.
Titanium aluminides: strength-to-weight benefits and heat resistance
Titanium aluminides are intermetallic compounds that offer a balance between the lightweight nature of aluminum and the high-temperature strength of titanium alloys. They are particularly valuable in applications exposed to sustained heat and mechanical stress.

Important properties include:
- Low density compared to conventional titanium alloys
Weight reductions of 40 percent are possible in certain components.
- High temperature strength
These materials maintain structural integrity at temperatures where standard titanium alloys begin to lose performance.
- Oxidation resistance
Suitable for environments such as turbine housings and exhaust components.
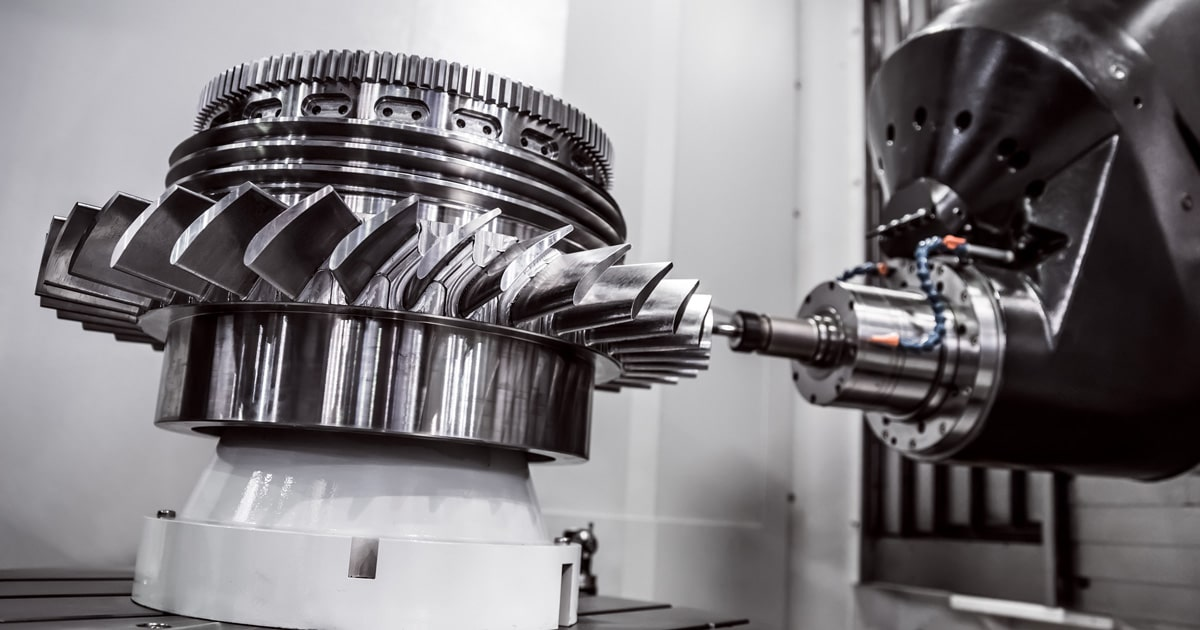
In practice, titanium aluminides are increasingly used in aerospace engine components and high-performance automotive exhaust systems. For example, turbine blades machined from titanium aluminides allow higher operating temperatures while reducing rotational mass, improving overall engine efficiency.
Why aerospace, automotive, and energy sectors are driving adoption
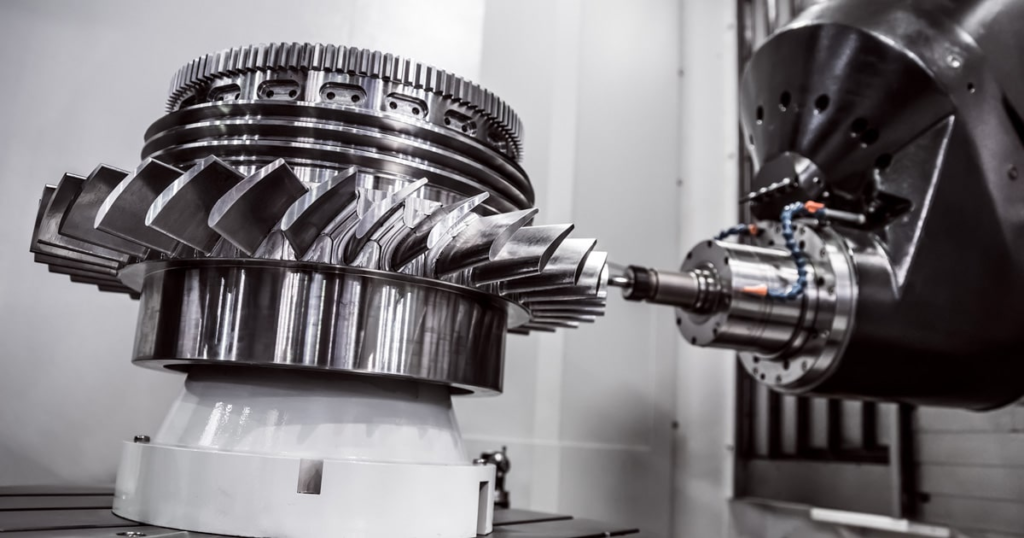
Advanced Aerospace CNC Machining
The push toward these materials is not evenly distributed across industries. Aerospace, automotive, and energy sectors face some of the most demanding performance requirements.
- Aerospace manufacturers prioritize weight reduction without compromising strength or safety. Even small weight savings translate into lower fuel consumption over an aircraft’s service life.
- Automotive producers, especially in electric and performance vehicles, use advanced materials to offset battery weight and improve thermal management.
- Energy and power generation companies require materials that withstand high temperatures, pressure, and cyclic loading, particularly in turbines and heat exchangers.
In all three sectors, CNC machining remains essential for achieving tight tolerances and complex geometries. As a result, these industries are directly influencing how machine shops adapt to new materials and invest in updated tooling and processes.
Machinability Challenges of Advanced Materials
As advanced materials move into regular production, machinability becomes one of the most critical concerns for manufacturers. These materials often deliver excellent in-service performance, but they place higher demands on cutting tools, machines, and process control. Shops that treat them like traditional metals often face rapid tool failure, poor surface quality, and inconsistent results.
Understanding how and why these materials behave differently during machining is essential before adjusting tooling or investing in new equipment.
Tool wear, heat generation, and surface damage
One of the most immediate challenges when machining advanced materials is accelerated tool wear. Unlike steel or aluminum, many emerging materials do not deform plastically in a predictable way during cutting.
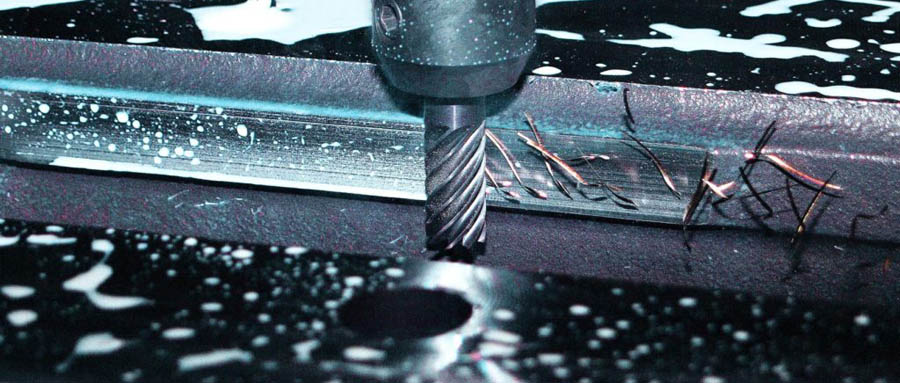
Tool Wearing During CNC Machining
Common issues include:
- Rapid flank and edge wear
Abrasive fibers in composites and hard intermetallic phases in titanium aluminides quickly degrade cutting edges, even with premium carbide tools.
- Excessive heat at the cutting zone
Materials with low thermal conductivity trap heat near the tool edge. This shortens tool life and increases the risk of thermal cracking.
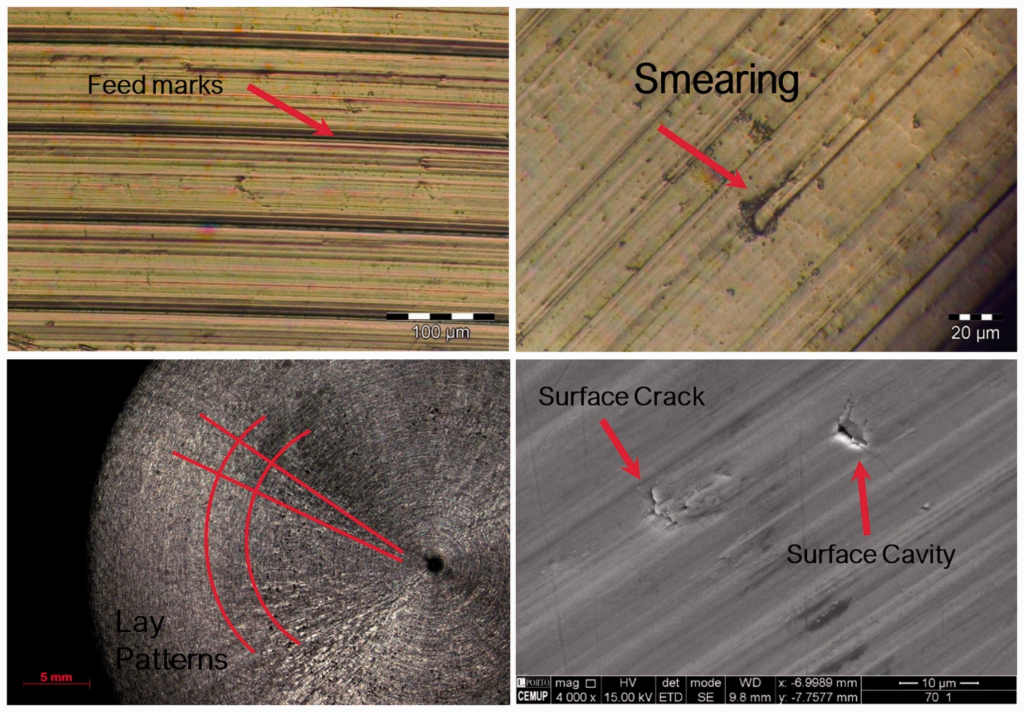
- Surface integrity problems
Poor cutting conditions can lead to micro-cracking, matrix burning, or smeared surfaces that compromise part performance.
For example, machining CFRP with standard end mills often results in acceptable dimensional accuracy but unacceptable surface quality, requiring rework or secondary finishing.
Delamination and fiber pull-out in composites
Fiber-reinforced composites introduce challenges that do not exist when machining metals. Since strength is carried by fibers rather than the matrix, cutting forces must be carefully controlled.
Key machinability issues include:
- Delamination at entry and exit points
Improper tool geometry or excessive feed rates can separate fiber layers, especially during drilling and slotting operations.
- Fiber pull-out and fraying
Dull tools or incorrect cutting direction can tear fibers instead of shearing them cleanly.
- Edge chipping and inconsistent finishes
Variations in fiber orientation cause uneven cutting forces along the tool path.
In aerospace production, these issues are closely monitored because even minor delamination can lead to part rejection. Many manufacturers now use specialized diamond-coated tools and optimized tool paths to reduce these risks.
Brittleness and thermal sensitivity in titanium aluminides
Titanium aluminides behave very differently from conventional titanium alloys during machining. While they are strong and lightweight, they are also relatively brittle.
Machinability of titanium aluminides
Machining challenges include:
- Limited plastic deformation
Instead of forming continuous chips, titanium aluminides tend to fracture, increasing the risk of edge chipping on tools.
- Sensitivity to heat buildup
Excessive cutting temperatures can alter material properties near the surface, affecting fatigue performance.
- Narrow process windows
Small deviations in speed or feed can significantly impact tool life and surface finish.
In turbine component manufacturing, this often leads to conservative cutting parameters and lower material removal rates. While this increases cycle time, it helps maintain dimensional accuracy and part reliability.
Comparison with traditional materials such as steel and aluminum
Compared to advanced materials, traditional metals offer predictable and forgiving machinability.
Key differences include:
- Steel and aluminum dissipate heat more effectively, reducing thermal stress on tools.
- Chip formation is more consistent, allowing higher cutting speeds and feeds.
- Tool wear progresses gradually, making tool life easier to predict and manage.
By contrast, advanced materials require tighter process control, more frequent tool changes, and closer inspection. This does not make them impractical, but it does shift machining from a production-focused mindset to a process-optimized one.
These machinability challenges explain why tool coatings and tooling strategies play such a critical role when working with emerging materials. This leads directly to the next area of focus: how advanced tool coatings are enabling reliable CNC machining of these demanding materials.
Advanced Tool Coatings for Modern CNC Machining
As machining materials become more demanding, cutting tool performance increasingly depends on surface engineering rather than substrate alone. Tool coatings are no longer optional enhancements. They are a core part of the machining strategy, especially when working with composites and high-temperature alloys. The right coating can significantly extend tool life, improve surface quality, and stabilize production processes.

Advanced Coatings for Cutting Tools
Modern coatings are designed to address specific machining problems such as heat buildup, abrasion, and chemical interaction between the tool and workpiece.
Why coatings matter more than ever
Advanced materials amplify the limitations of uncoated or conventionally coated tools. Coatings now serve multiple functional roles during machining.
Key reasons coatings are critical include:
- Reduced friction at the cutting interface
Lower friction decreases cutting forces and heat generation, which is especially important for materials with poor thermal conductivity.
- Improved wear resistance
Abrasive fibers and hard intermetallic structures can quickly degrade unprotected cutting edges.
- Thermal and chemical protection
Coatings act as a barrier that reduces diffusion wear and oxidation at elevated temperatures.
In production environments, manufacturers often find that the correct coating has a greater impact on tool life than changes in cutting speed alone.
Diamond-like carbon (DLC): low friction and wear resistance
Diamond-like carbon coatings are widely used for machining non-metallic and lightweight materials. Their smooth surface and low coefficient of friction make them particularly effective for composites.

Key benefits of DLC coatings include:
- Excellent abrasion resistance
Helps protect tools from the cutting action of carbon and glass fibers.
- Low adhesion tendency
Reduces material buildup on the tool edge, improving surface finish.
- Minimal heat generation
Supports stable machining in dry or near-dry conditions.
In aerospace and automotive composite machining, DLC-coated drills and end mills are commonly used for trimming CFRP panels and drilling stack materials. Shops often report longer tool life and more consistent hole quality compared to uncoated carbide tools.
Ceramic and nano-coatings: thermal stability at high speeds
For high-temperature alloys such as titanium aluminides, ceramic-based and nano-structured coatings play a different role. Their primary function is thermal management rather than friction reduction.
Important characteristics include:
- High thermal resistance
These coatings remain stable at cutting temperatures that would degrade conventional coatings.
- Hard, multilayer structures
Nano-coatings distribute stress more evenly, reducing crack propagation.
- Improved oxidation resistance
Helps maintain cutting-edge integrity during prolonged high temperature exposure.
In turbine and aerospace component machining, tools coated with advanced ceramic or nano-layer coatings allow higher cutting speeds while maintaining predictable wear patterns. This makes cycle times more manageable without sacrificing tool reliability.
Matching coatings to specific materials
No single coating performs well across all materials. Successful machining depends on aligning coating properties with material behavior.
Typical pairing strategies include:
- DLC coatings for composites and non-ferrous materials
Optimized for low friction and abrasion resistance.
- Ceramic or nano-coatings for heat-resistant alloys
Designed to handle high cutting temperatures and thermal cycling.
- Multilayer coatings for mixed-material machining
Useful when machining assemblies or stacked materials in a single operation.
Manufacturers that treat coating selection as a process variable rather than a fixed tool attribute tend to achieve more consistent results. This approach also simplifies troubleshooting when machining performance degrades.
While coatings improve tool performance, they must be supported by appropriate tooling strategies and machine setup.
Impact on Tooling Strategy and Machine Setup
The introduction of advanced materials and modern tool coatings forces manufacturers to rethink traditional tooling strategies. Success depends less on individual tools and more on how the entire machining system works together. Tool geometry, machine rigidity, cutting parameters, and operator expertise all play a role in achieving stable and repeatable results.

Tooling for Precision Machining
Shops that adapt their tooling and machine setup early tend to see fewer production interruptions and more predictable costs.
Tool selection and geometry changes
Advanced materials often require specialized tool designs rather than standard geometries used for steel or aluminum.
Key considerations include:
- Edge preparation and sharpness
Composites benefit from extremely sharp cutting edges to shear fibers cleanly, while titanium aluminides often require controlled edge preparation to reduce chipping.
- Tool geometry tailored to material behavior
High helix angles may improve chip evacuation in metals but can increase delamination risk in composites. Compression-style tools are commonly used to control fiber lift during cutting.
- Substrate and coating compatibility
Tool material must support the coating and cutting conditions. For example, fine-grain carbide substrates are often preferred for coated tools used in advanced alloys.
In practice, many aerospace suppliers maintain separate tool libraries for composite and metal machining to avoid performance compromises.
Cutting speeds, feeds, and cooling requirements
Advanced materials narrow the acceptable range of cutting parameters. Small deviations can lead to tool failure or part defects.
Important process adjustments include:
- Reduced cutting speeds for brittle or heat-sensitive materials
Titanium aluminides often require conservative speeds to prevent thermal damage.
- Optimized feed rates to control cutting forces
In composites, excessive feed can cause fiber pull-out, while too little feed accelerates tool wear.
- Specialized cooling strategies
Some materials perform better with minimal lubrication to avoid matrix damage, while others require high-pressure coolant to control heat.
For example, many shops machining CFRP use dry cutting or air blast systems, whereas machining titanium aluminides often relies on carefully controlled coolant delivery.
Need for rigid machines and vibration control
Machine rigidity becomes increasingly important as materials grow more difficult to machine. Vibrations that are acceptable in aluminum machining can cause serious defects in advanced materials.
Key machine-related factors include:
- High structural stiffness
Reduces chatter and protects cutting edges.
- Stable fixturing and workholding
Prevents part movement that can lead to delamination or surface damage.
- Advanced monitoring systems
Load and vibration sensors help detect early signs of tool failure.
In high-value component manufacturing, such as turbine parts, even minor vibration issues can lead to scrapped parts. As a result, manufacturers often invest in heavier machines and upgraded fixturing systems.
Training and process optimization considerations
Advanced materials require a higher level of process understanding. Operator experience and training directly influence machining outcomes.
Critical areas include:
- Understanding material-specific behavior
Operators must recognize early signs of delamination, edge chipping, or thermal damage.
- Consistent setup and inspection routines
Tight process control reduces variation between batches.
- Continuous optimization through testing
Many shops refine parameters through controlled trials rather than relying solely on tool supplier recommendations.
Manufacturers that invest in training and process documentation often achieve faster ramp-up times when introducing new materials. This preparation directly impacts productivity and cost efficiency, which leads to the final decision-making topic of cost and long-term value.
Cost, Productivity, and Long-Term Value
While emerging materials and advanced coatings introduce higher complexity, the most important question for manufacturers remains financial viability. The cost impact is not limited to material price or tooling expenses. It also includes productivity, quality, and long-term operational stability. A short-term cost increase can often translate into measurable gains over the life of a production program.
This makes cost evaluation a strategic decision rather than a purely purchasing-driven one.
Higher upfront costs versus longer tool life
Advanced materials and coated tools typically come with higher initial costs. However, these costs are often offset by improved durability and process consistency.
Common cost trade-offs include:
- Higher tool purchase prices
Specialized coated tools cost more than standard carbide tools.
- Extended tool life
Reduced wear leads to fewer tool changes and lower replacement frequency.
- More predictable performance
Stable wear patterns simplify planning and inventory management.
For example, shops machining CFRP often find that diamond-coated tools last several times longer than uncoated alternatives, reducing overall tooling spend despite higher unit prices.
Reduced downtime and scrap rates
Process stability has a direct impact on productivity and quality. Advanced materials magnify the cost of errors, making consistency critical.
Key productivity benefits include:
- Lower scrap rates
Improved surface quality and reduced delamination minimize part rejection.
- Less unplanned downtime
Predictable tool wear reduces unexpected failures.
- Improved first-pass yield
Consistent results reduce the need for rework.
In high-value components, such as aerospace structural parts, even small reductions in scrap rates can result in significant cost savings.
Cost comparison: traditional versus emerging materials
| Cost Factor | Traditional Materials | Emerging Materials |
| Material cost | Lower | Higher |
| Tool cost | Lower | Higher |
| Tool life | Moderate | Longer with coatings |
| Scrap risk | Low | Higher without process control |
| Long-term value | Stable | Higher in performance-driven applications |
When adoption makes financial sense
Adopting emerging materials and coatings is most effective when performance gains justify process changes. This is often the case in industries where weight reduction, thermal resistance, or durability directly affect product value.
Manufacturers benefit most when these materials support long production runs, high-value parts, or regulatory-driven performance requirements. In such cases, the long-term return often outweighs the initial investment.
Conclusion
Emerging CNC machining materials and advanced tool coatings are reshaping how manufacturers approach production planning, tooling, and process control. Materials such as fiber-reinforced composites and titanium aluminides offer clear performance advantages, but they also introduce new machinability challenges. Tool coatings, machine rigidity, and optimized cutting strategies have become essential to machining these materials reliably and consistently.
For manufacturers, the shift is not simply about adopting new materials. It is about aligning material selection with tooling strategy, machine capability, and long-term cost considerations. Companies that invest in understanding these relationships are better positioned to reduce risk, improve productivity, and remain competitive as performance requirements continue to rise across aerospace, automotive, and energy sectors.