

Design for Manufacturability (DFM) is one of the most reliable ways to reduce CNC machining cost without lowering quality. The reason is simple: most cost is created by decisions made before programming begins, such as geometry choices, tolerance callouts, material selection, workholding access, and finishing requirements. When those inputs are optimized, machining becomes faster, setups decrease, inspection becomes simpler, and the risk of scrap goes down.

Image Source page: https://commons.wikimedia.org/wiki/File:PMF-Milling.jpg
This article explains practical, shop-tested DFM optimizations that reduce cost in CNC milling and related processes. It also includes real examples based on parts and processes shown on the BaiChuan CNC Milling website, such as a motorcycle brake caliper, a square vacuum chamber, and injection-mold tooling.
What Smart DFM Optimization Means
DFM for CNC machining means designing a part so it can be machined efficiently, held securely, and inspected consistently. Smart DFM focuses on removing cost drivers that do not add functional value. Instead of applying tight tolerances everywhere or adding complex geometry because it looks good in CAD, smart DFM aligns design intent with how CNC mills actually cut material.
A practical way to think about DFM is this: every feature you add has to be reached by a tool, supported by workholding, and verified by inspection. If any of those steps become difficult, the cost rises quickly. Many machining resources point out that complexity, tight tolerances, and deep features often increase cycle time and inspection effort, which directly impacts price.
The Real CNC Cost Drivers That DFM Controls
1) Geometry complexity
Complex geometry increases cost in several ways. Deep pockets require long tools, which are more likely to deflect and need slower feeds. Sharp internal corners can require special tools or extra finishing passes. Thin walls can vibrate, causing chatter and poor surface finish, which increases rework risk.
BaiChuan’s own DFM guidance emphasizes that geometry choices and feature design strongly influence manufacturability and cost in CNC machining.
2) Number of setups
Each setup adds labor time and increases the chance of misalignment between features. Even if a part is not difficult to cut, poor accessibility can force multiple orientations. Smart DFM aims to reduce setups by designing for stable workholding and reachable features.
This matters even more when you move from prototype to short-run production, where setup time is repeated across parts. BaiChuan highlights short-run production as a supported path from prototypes to production quantities.
3) Tight tolerances and inspection burden
Tight tolerances often force slower machining, more careful tool compensation, temperature control considerations, and longer inspection time. A good DFM approach is to apply tight tolerances only where the function truly requires it, such as sealing surfaces, bearing fits, or datum features used for assembly alignment.
DFM resources commonly recommend functional tolerancing because unnecessarily tight tolerances can increase cost without improving performance.
4) Hole and thread design
Small holes, deep holes, and special threads increase cycle time and tool breakage risk. Standard drill sizes and practical depth-to-diameter ratios usually reduce risk and machining time. Clear thread callouts also reduce back-and-forth during quoting and programming.
BaiChuan’s machining pages and product examples show many components where holes and threads are likely functional features, which makes this an important DFM lever.
5) Material choice
Material affects machinability, tool wear, cycle time, and finishing. For example, aluminum alloys generally machine faster than many stainless steels, while harder materials often require slower cutting conditions and more tool changes.
BaiChuan’s product pages list materials like Aluminum 7075, Aluminum 6061, and Stainless Steel across different use cases, which is a useful reminder that material choice should match function and cost targets.
6) Surface finishes and post-processing
Finishing options affect both price and lead time. Bead blasting, anodizing, polishing, plating, passivation, and PVD are all legitimate requirements, but over-specifying finishing can add unnecessary cost. BaiChuan lists a broad set of surface finish options, making it practical to select finishes based on function, corrosion resistance, wear, cosmetics, or cleanability.
BaiChuan Workflow That Supports DFM Cost Reduction

Image Source page: https://commons.wikimedia.org/wiki/File:CNC_panel.jpg
A DFM-friendly supplier process matters as much as the design itself. Here is a workflow aligned with the processes shown on the BaiChuan website.
Step 1: RFQ and file submission
A strong RFQ package helps avoid delays and pricing surprises. BaiChuan’s quote page requests 3D files (including IGES, STEP, X_T) and indicates NDA support, which is important for proprietary designs.
Recommended submission checklist:
- 3D CAD model (STEP is commonly preferred)
- 2D drawing for critical dimensions and GD&T when needed
- Material and quantity
- Finish requirements (and where they apply)
- Notes about functional surfaces, sealing faces, or press fits
- Assembly context, if a feature interfaces with another part
Step 2: DFM review before programming
This is where cost reduction is usually found. A good DFM review checks:
- Feature accessibility (can tools reach without a long stick-out)
- Likely setups (can critical features be cut in one or two orientations)
- Datum strategy (how the part is located and measured)
- Tolerance rationalization (tight only where needed)
- Surface finish feasibility and masking plan
BaiChuan publishes DFM-oriented guidance that connects design decisions to machining cost and quality outcomes.
Step 3: Prototype or sample first
For new designs, prototype machining reduces risk. If fit, sealing, or alignment is critical, sampling helps confirm the tolerance strategy and datums before scaling.
BaiChuan highlights rapid prototyping and short-run production as supported services, which fits well with a DFM-first approach.
Step 4: Production and inspection
Inspection capability influences what tolerances are practical at scale. BaiChuan references CMM and inspection equipment on its website, and also publishes content about ultrasonic flaw detection for quality improvement in certain parts, especially larger components like vacuum chamber work.
Step 5: Finish selection and validation
Finishes should be chosen for a reason. BaiChuan lists multiple surface finishing options and also discusses post-processing steps for vacuum chamber work, including cleaning and surface treatments that support performance and reliability.
Practical DFM Guidelines That Reduce Cost
1) Use tool-friendly internal radii
Sharp internal corners are expensive. In CNC milling, round tools create round corners. If you call out sharp internal corners, the shop may need smaller tools, slower feeds, extra passes, or secondary processes. A simple change, such as specifying a reasonable fillet radius, can reduce time and tool wear.
How to apply:
- Add internal radii where possible
- Use consistent radii across pockets and slots
- Avoid tiny corner radii unless the function requires it
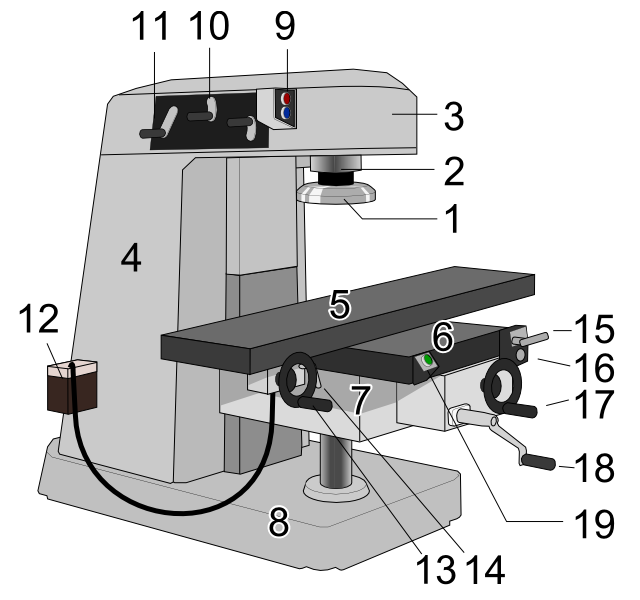
Image source page: https://commons.wikimedia.org/wiki/File:Milling_machine_(Vertical,_Manual)_NT.PNG
2) Avoid extreme depth-to-width pockets and slots
Deep, narrow pockets and slots increase chatter and deflection risk. They often require long, small-diameter tools. A small geometry adjustment, like widening a slot slightly or reducing pocket depth, can meaningfully reduce cycle time.
How to apply:
- Widen slots to allow a stronger tool
- Reduce pocket depth where possible
- Consider splitting one deep pocket into two shallower pockets if the function allows
3) Design for fewer setups
Setup count is a major cost driver because it adds labor and alignment checks. You can often reduce setups by adding a clamping face, creating a stable datum surface, or redesigning a feature so it can be machined from one side.
How to apply:
- Add a flat clamping surface if the part is otherwise irregular
- Align features to a common orientation where possible
- Avoid hidden features that require flipping or angled fixturing unless necessary
4) Apply functional tolerancing
Functional tolerancing means tight tolerances only where they matter. This reduces both machining and inspection time. A common approach is to separate features into:
- Function-critical (tight tolerance needed)
- Assembly-related (moderate tolerance)
- Non-critical cosmetic or clearance features (looser tolerance)
Many DFM resources emphasize that unnecessarily tight tolerances increase cost because they increase machining time and measurement requirements.
5) Optimize holes and threads for standard tooling
Holes and threads are common, but they can become expensive if they are too small, too deep, or non-standard. Standard drill sizes and reasonable depths improve reliability and reduce tool changes.
How to apply:
- Prefer standard drill sizes and common thread series
- Avoid very deep, small holes when possible
- Avoid specifying a finish or tolerance tighter than required for the fastener function
6) Choose materials strategically
Material should match the job. If you need high strength-to-weight, Aluminum 7075 may be appropriate. If corrosion resistance is a priority, certain stainless steels may make sense. The key is to avoid choosing a difficult material when a more machinable option meets the requirements.
BaiChuan’s published examples include Aluminum 7075 for a brake caliper and Stainless Steel for mold tooling, which reflects how different applications drive different material choices.
7) Specify finishes only where needed
Finishing is real work. If a surface must be anodized for corrosion resistance or wear, specify it clearly. If polishing is only needed on functional surfaces, avoid calling it out on every face. BaiChuan lists multiple finishes and also shows examples such as hard oxygen sandblasting, polished tooling, and color anodizing in its product gallery.
Real Examples Based on Parts Shown on the BaiChuan Website
To keep the article authentic and non-fake, the following cases use only information that is publicly shown on the BaiChuan website. They are presented as representative examples of DFM decisions that typically reduce cost. No confidential customer drawings, proprietary dimensions, or private performance claims are included.
Case 1: Motorcycle Brake Caliper (CNC Milling, Aluminum 7075, hard oxygen sandblasting)
BaiChuan publishes a dedicated page for motorcycle brake calipers and also lists a brake caliper in its product gallery with Aluminum 7075 and hard oxygen sandblasting.
Why this part is a good DFM example:
- Brake calipers often include pockets, curved geometry, and tight tolerances at interfaces where pads, pistons, or mounting features must align.
- They often have cosmetic surfaces that do not need the same tolerance or finish level as functional interfaces.
Cost reduction opportunities commonly found in this type of part:
- Standardize internal radii in pockets
If pockets include sharp corners, tool paths slow down, and smaller tools may be required. Adding tool-friendly radii reduces machining time. - Limit tight tolerances to functional interfaces
In many caliper designs, only certain surfaces truly require tight tolerances, such as bore locations or mounting faces. Loosening tolerance on non-critical faces typically reduces inspection effort. - Be intentional about finishing
Hard oxygen sandblasting is listed as a surface approach in the gallery entry, and finishing choices should be tied to cleanability, corrosion resistance, or cosmetic needs.
Practical DFM takeaway:
For performance parts like brake calipers, cost reduction often comes from tolerancing strategy and tool access, not from removing necessary strength features.
Case 2: Square Vacuum Chamber (CNC machining and welding, aluminum, ultrasonic cleaning)
BaiChuan lists a square vacuum chamber in its product gallery with CNC machining plus welding, aluminum material, and ultrasonic cleaning, targeted to semiconductor industry use.
Vacuum chamber components often drive cost because:
- Sealing faces and flatness requirements can be critical
- Welding introduces distortion risk and can require post-weld machining
- Cleanliness standards are high in semiconductor applications
BaiChuan also publishes vacuum chamber post-processing content that includes cleaning and processing steps relevant to chamber reliability, which supports credibility for this example.
Cost reduction opportunities commonly found in this type of part:
- Define sealing surfaces clearly
If only certain faces require tight flatness or finish, specify them as critical and leave non-sealing faces with standard requirements. This reduces both machining and inspection time. - Design weld joints for repeatability and access
When welding is involved, joint design and access matter. Easy access reduces weld time and rework risk, and it can reduce the need for complex fixtures. - Plan datums to minimize post-weld re-machining
If post-weld machining is required, designing stable datums and reference features helps limit how much material must be re-cut after welding.
Practical DFM takeaway:
For vacuum components, clarity about critical surfaces and inspection intent often reduces cost more than micro-optimizing every feature.
Case 3: Injection Mold Tooling Component (CNC milling, stainless steel, polished finish)
BaiChuan lists injection molding related tooling in its product gallery with CNC milling, stainless steel, and polished finish, and also has a mold tooling page and a mold product page referencing stainless steel and polishing.
Tooling often becomes expensive because:
- Stainless steel is slower to machine than aluminum in many cases
- Polishing takes time and is labor-intensive
- Tight tolerance and surface quality can be required for part quality
Cost reduction opportunities commonly found in this type of part:
- Polish only where it affects the molded part quality
If only certain surfaces contact plastic or define cosmetic part faces, polishing can be limited to those areas. That can reduce labor while maintaining mold performance. - Reduce extreme aspect ratio ribs and deep features where possible
Deep thin features can require small tools and slow feeds. Tool-friendly geometry reduces cycle time and tool wear. - Standardize features across inserts
If a tool has multiple inserts, using standardized hole patterns, radii, and pocket dimensions can reduce programming time and simplify maintenance.
Practical DFM takeaway:
For mold tooling, smart DFM often focuses on where surface finish truly impacts molded part quality.
DFM Checklist Before You Send an RFQ
Use this checklist to reduce cost and speed up quoting.
- Identify the functional surfaces
Which features drive fit, sealing, alignment, or bearing performance - Reduce unnecessary complexity
Avoid deep, narrow pockets and sharp internal corners where function does not require them - Reduce setup count
Check if key features can be machined in one or two orientations - Tolerances
Apply tight tolerances only to functional features; keep others standard - Holes and threads
Use standard sizes and reasonable depths; clarify thread standards - Material
Confirm that the material is necessary for the function and not over-specified - Finishing
Specify finishes only where needed; clarify cosmetic versus functional requirements - Provide clear files
Submit a 3D model plus a 2D drawing for critical features; include notes for special requirements
BaiChuan’s quote and machining pages list supported file formats and a typical quoting workflow, which aligns well with this checklist.
How to Get a Faster Quote and Better DFM Feedback
To get the most value from a DFM review, include context. A shop can optimize your design better if they understand what matters.
Recommended RFQ package:
- 3D CAD (STEP, IGES, X_T are commonly requested)
- 2D drawing for critical dimensions and GD&T
- Quantity targets (prototype, short run, production)
- Material requirements and acceptable alternatives if any
- Finish requirements, and which faces must be finished
- Any inspection needs for critical features
- NDA request if required for confidentiality
Conclusion
Reducing CNC machining cost is not about cutting corners. It is about making smarter design decisions that reduce cycle time, reduce setups, simplify inspection, and lower rework risk. Smart DFM optimization focuses on tool-friendly geometry, functional tolerancing, standard hole and thread choices, practical materials, and finishing requirements that match real needs.
The most reliable approach is collaborative: submit clean files, ask for a DFM review before production, and confirm which features are truly critical. The public examples and services shown on the BaiChuan CNC Milling website demonstrate real-world applications where DFM principles apply, including a motorcycle brake caliper in Aluminum 7075, vacuum chamber components involving machining and welding with cleaning steps, and stainless steel mold tooling with polishing requirements.




{kind=link}
{kind=link}
_NT.PNG){kind=link}