

Snap-fit parts are widely used in product manufacturing because they allow two components to join without screws, adhesives, or separate hardware. A well-designed snap-fit can reduce assembly time, simplify the bill of materials, improve exterior appearance, and make product servicing easier. However, a snap-fit is not just a small hook or clip added to a plastic part. It is a functional mechanical feature that depends on material strain, part geometry, tolerance control, manufacturing method, and real assembly conditions.
This is why snap-fit design should be treated as an engineering decision, not only a styling choice. A snap feature that works in a CAD model may crack after repeated use, feel too tight during assembly, lose retention force over time, or fail when produced by another manufacturing method. Professional snap-fit design literature emphasizes that snap-fit features briefly deflect during assembly and should return as close as possible to a low-stress condition after engagement. The same design guide also notes that joints may be separable or inseparable depending on the undercut and retention geometry.
Reference: Covestro. Snap-Fit Design Manual for Plastics.
For a CNC machining supplier like BaiChuan, this topic is especially relevant because many product teams use CNC machining to test enclosure parts, functional housings, plastic clips, battery covers, and low-volume components before investing in injection mold tooling. BaiChuan’s CNC milling states that the company processes both metal and plastic materials and supports complex designs through multi-axis machining centers. That makes CNC prototyping a practical step for checking whether a snap-fit concept is realistic before full production.
How Snap-Fit Parts Work
A snap-fit part works through controlled elastic deformation. During assembly, one feature bends, twists, or expands enough to pass over a mating feature. Once it reaches the locked position, it springs back and holds the two parts together.
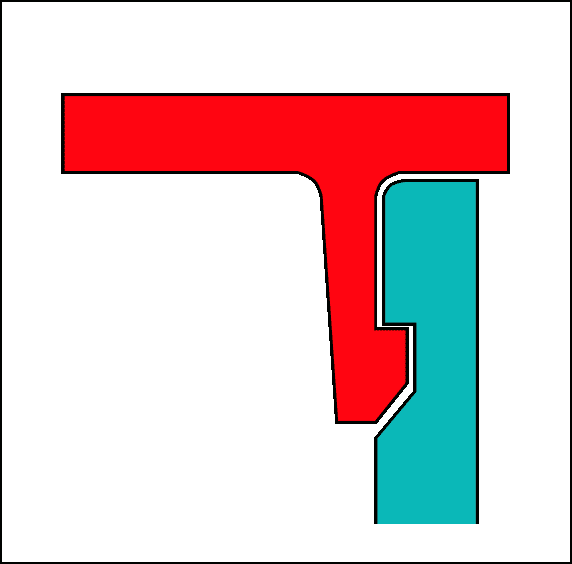
Image Source: Wikimedia Commons - Cantilever Snap-Fit Animation
The basic action seems simple, but the performance depends on several variables:
- How far the snap arm must deflect
- How much strain the material can safely tolerate
- How sharp or smooth the root geometry is
- Whether the joint is meant to be removed
- Whether the part will face repeated cycling
- Whether temperature, humidity, or vibration will affect the joint
The most common snap-fit design is a cantilever arm, where a flexible beam bends during assembly, and a hook engages with a mating edge. Other forms include annular snap-fits, which use radial expansion, and torsion snap-fits, which rely on twisting motion. A design guide hosted by MIT describes snap-fit categories, including cantilever, U-shaped, torsion, and annular joints, while noting that each type involves different loading behavior, including flexural, shear, or multiaxial stress.
Reference: MIT Plastic Snap Fit Design Guide
The key point is that a snap-fit is only reliable when the designer controls how the material moves. If the part bends too far, stress becomes too high. If the feature is too short, the bending strain concentrates near the root. If the hook is too aggressive, the assembly force may damage the part. The snap should feel secure, but the material should not be forced beyond its safe elastic range.
Why Snap-Fit Design Fails in Real Manufacturing
Many snap-fit failures happen because the design focuses on the locking shape but ignores the manufacturing and material behavior behind that shape. A snap-fit can fail even if it looks correct in CAD.
Common reasons include:
- Excessive deflection during assembly
- Sharp internal corners at the snap root
- Too short snap arms
- Poor wall thickness control
- Weak material choice
- Creep or stress relaxation
- Wrong tolerance between mating parts
- Incorrect prototype method
- Lack of cycle testing
One of the biggest issues is stress concentration. The root of a snap arm is usually the highest-stress area because that is where bending loads collect. If the design includes a sharp corner at the root, the stress becomes concentrated, and cracking becomes more likely. A larger radius can distribute the load more smoothly.
Another issue is long-term retention. Some plastics can slowly relax under load. This means a snap-fit that feels strong at first may become loose over time. The 3ERP reference article correctly mentions creep or stress relaxation as an issue for annular snap-fits, but the same concern can also apply to other snap-fit features when they remain under stress for long periods.
Reference: 3ERP Technical Guide: Snap Fit Joint Design
A third issue is a mismatch between the prototype and production. For example, a 3D-printed snap may break because the print layers are weak, while an injection-molded version of the same concept may perform better. On the other hand, a CNC-machined prototype may have sharper internal radii than a molded part, which can make the prototype more conservative or more failure-prone depending on geometry.
Material Behavior Behind a Good Snap-Fit
Material selection is one of the most important decisions in snap-fit design. The geometry cannot be separated from the material. A clip that works in polypropylene may fail in acrylic. A latch that works in nylon may feel too stiff in polycarbonate. A design that works once in ABS may not survive repeated cycling if strain is too high.
Reference: ScienceDirect: Snap-Fit Design and Manufacturing Research
The most important material properties include:
- Flexural modulus
- Elongation at break
- Fatigue resistance
- Impact strength
- Creep resistance
- Moisture absorption
- Temperature resistance
A good snap-fit material needs enough flexibility to bend, enough strength to hold, and enough fatigue resistance to survive repeated use.
Polypropylene (PP)
Polypropylene is often used for flexible snap features because it can tolerate significant strain and is suitable for living hinges and repeated bending applications. It is common in packaging, lids, caps, and flexible consumer products.
ABS
ABS is used in many enclosures and housings because it machines and molds well, offers good stiffness, and provides a clean appearance. However, it is not as flexible as polypropylene, so snap arms often need careful geometry.
Polycarbonate (PC)
Polycarbonate offers high impact strength, but its snap-fit design must still control stress. It can be useful for stronger enclosures or protective covers, but overly aggressive snap geometry can create stress whitening or cracking.
Nylon (PA)
Nylon offers toughness and fatigue resistance, making it useful for repeated-use clips and mechanical components. However, moisture absorption can affect dimensions and mechanical behavior.
Acetal (POM)
Acetal, also known as POM or Delrin-type material, is commonly used for precision mechanical parts because it has good dimensional stability, low friction, and strong machinability. It is often suitable for CNC snap-fit prototypes when the geometry is not too thin or overly stressed.
Research on additive-manufactured snap-fits notes that the general working principles of snap-fit joints remain simple and process-independent, but manufacturing technology changes how the designer should apply those principles. This is important because material behavior and process behavior must be considered together.
CNC Prototyping for Snap-Fit Validation
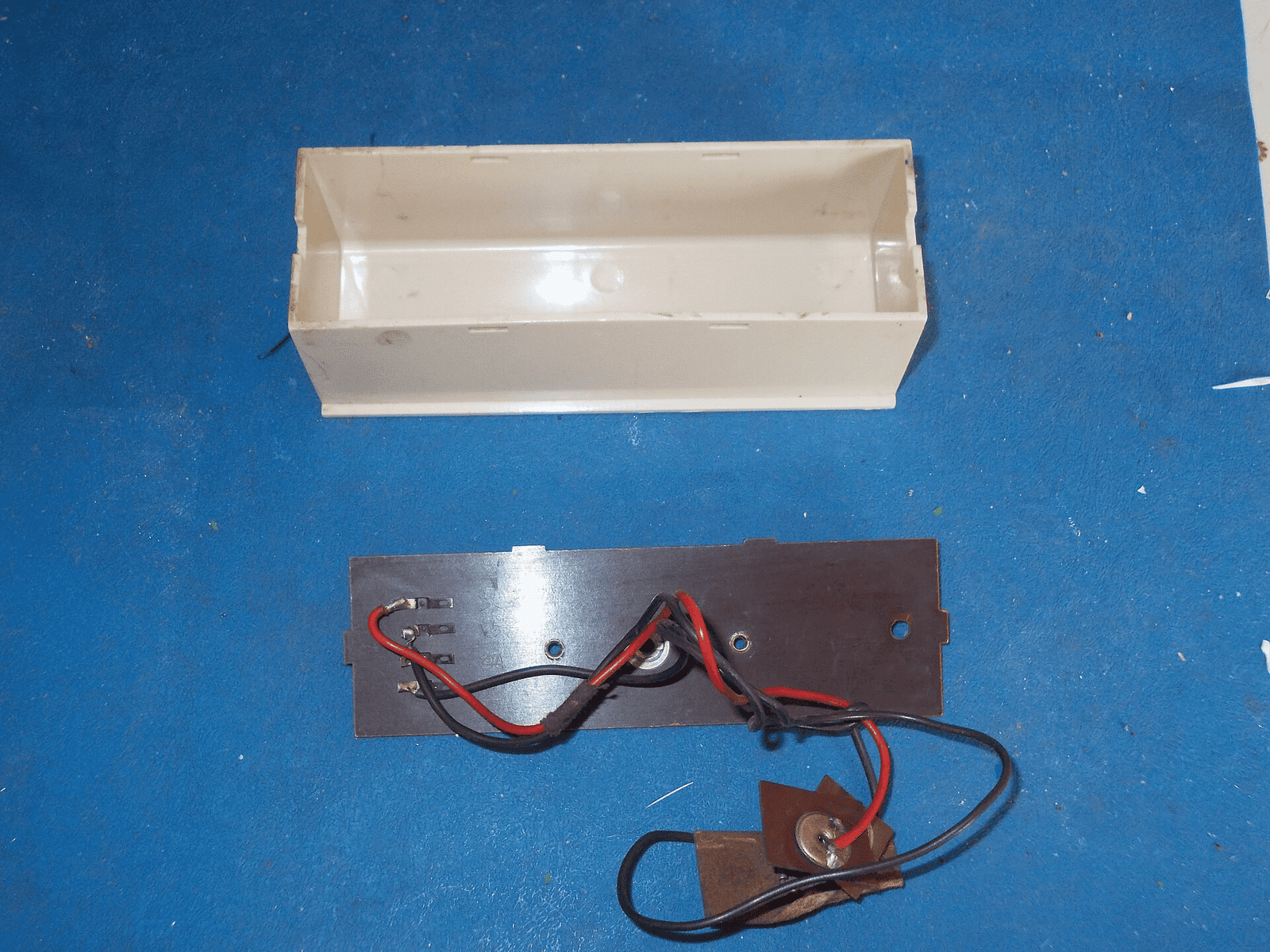
CNC machining is useful for snap-fit development because it allows teams to test real materials and functional geometry without waiting for injection mold tooling. This is especially valuable for products such as electronics enclosures, battery covers, medical device housings, automotive interior parts, and custom industrial covers.
CNC prototypes can help answer practical questions:
- Does the snap engage smoothly?
- Is the assembly force too high?
- Does the part crack at the root?
- Is the retention force strong enough?
- Does the mating clearance feel loose or too tight?
- Can the part be removed without damage?
- Does the material show stress whitening or deformation?
BaiChuan’s resources state that the company shares practical insights based on more than 20 years of precision machining experience, with topics ranging from material selection to process optimization. That kind of experience matters for snap-fit prototypes because successful results depend on machining strategy, not only CAD geometry.
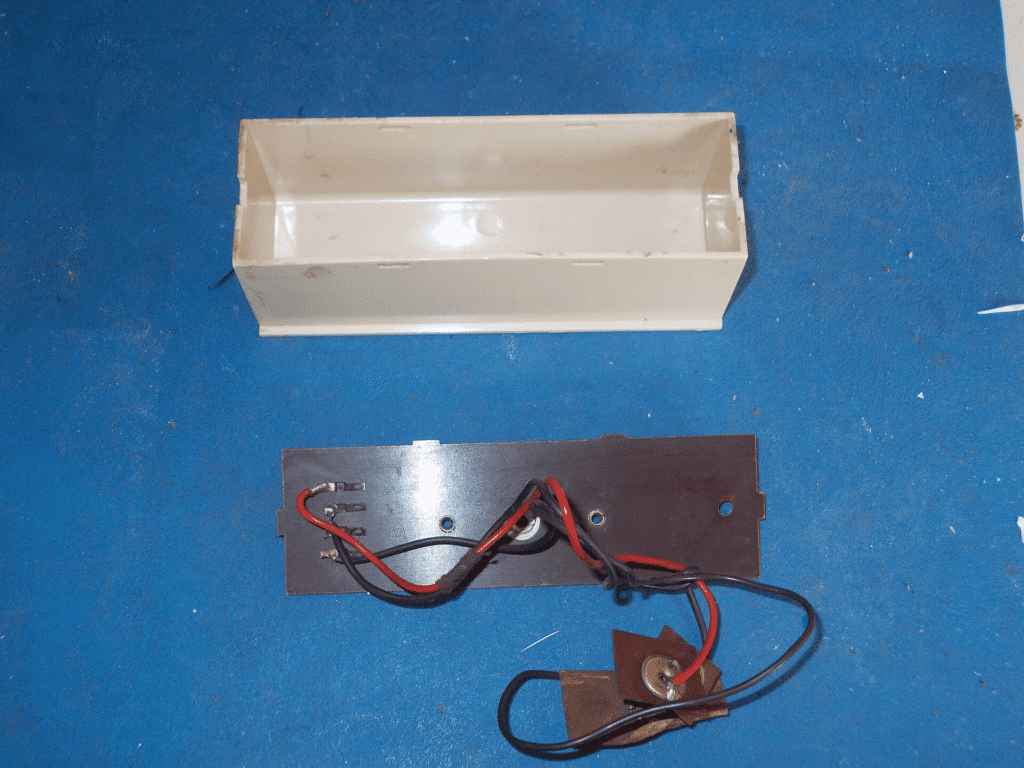
Image Source: Wikimedia Commons - Battery Housing Parts
However, CNC prototypes also have limitations. A machined snap-fit is cut from solid stock, so it may not behave exactly like an injection-molded snap-fit. Molded parts can have different residual stress, flow orientation, and surface characteristics. CNC tools also create minimum internal radii based on cutter size, which may affect the snap root and hook profile.
This does not make CNC prototypes less useful. It means they should be interpreted correctly. CNC machining is excellent for early functional validation, but the final production method must still be considered before approving the design.
Design Guidelines for Stronger Snap-Fit Features
A strong snap-fit design starts with controlled strain. The feature must flex enough to assemble, but not so much that it cracks, yields, or loses force after repeated use.
Use Longer Snap Arms
Longer snap arms distribute the bending over a greater length. This reduces stress at the root and usually lowers assembly force. Short, stiff arms are more likely to crack because they concentrate bending strain in a small area.
Add Generous Root Radii
The base of a snap arm should avoid sharp transitions. A generous root radius reduces stress concentration and improves fatigue life. This is especially important for parts that must be opened and closed repeatedly.
Control Lead-In and Retention Angles
The lead-in angle helps the snap slide into place during assembly. A smoother lead-in reduces force and protects the arm from excessive deflection. The retaining face controls how strongly the joint holds after assembly. A steeper retention face gives stronger locking but may make disassembly harder.
Provide Clearance for Movement
A snap arm needs room to deflect. If surrounding walls block movement, the part may jam, crack, or require too much force to assemble.
Match Geometry to Material Strain Limits
Different plastics tolerate different levels of strain. A flexible material can accept more deflection than a brittle one. Designers should not copy snap geometry from one material to another without checking strain limits.
The BASF Snap-Fit Design Manual discusses allowable deflection, strain-carrying capability, and design methods verified by finite element analysis and actual part testing. That point is important because snap-fit reliability should be supported by engineering calculations or testing, not only visual inspection.
Reference: BASF Snap-Fit Design Manual
Tolerance Control Between Mating Parts
Snap-fit parts depend on controlled mating geometry. A small dimensional error can completely change the feel and performance of the joint.
If the gap is too tight, the assembly force increases, and the snap may crack. If the gap is too loose, the joint may rattle or disengage. If the hook position is slightly off, the snap may not fully lock. If the wall thickness varies, the retention force may become inconsistent across production parts.
Tolerance control is especially important for:
- Battery covers
- Consumer electronics shells
- Medical device housings
- Automotive interior trim
- Plastic access panels
- Small industrial enclosures
Inspection should not only check the outside dimensions. It should check the snap arm thickness, hook depth, mating undercut, clearance area, wall thickness, and final engagement position.
For CNC prototypes, measurement can be done with calipers, optical inspection, gauges, or CMM depending on the part complexity. For production, testing should include both dimensional inspection and functional engagement tests.
A snap-fit is not approved just because it fits once. It should fit repeatedly, with controlled force, without damage.
Real Example: Prototype Battery Cover Snap-Fit
A battery cover is one of the most familiar snap-fit applications, but it also shows why snap design needs testing. The cover must be easy for the user to remove, but it cannot fall off during normal use. It must survive repeated opening and closing, but it must not require excessive force.
In a prototype stage, CNC machining can be used to produce the battery cover and housing from ABS, POM, or another suitable plastic. The first version may show problems such as:
- The cover is too hard to press into place
- The latch does not fully engage
- The snap arm turns white near the root
- The cover rattles after assembly
- The hook breaks after repeated removal
The solution may include lengthening the snap arm, adding a larger root radius, reducing hook height, adjusting the lead-in angle, or increasing clearance around the moving arm. If the product will later move to injection molding, the final design must also account for draft angles, mold flow, and production shrinkage.
This example shows why a snap-fit should be validated as a working mechanism, not treated as a decorative feature.
Manufacturing Process Selection
The best manufacturing method depends on production volume, material, required accuracy, timeline, and whether the part is a prototype or final product.
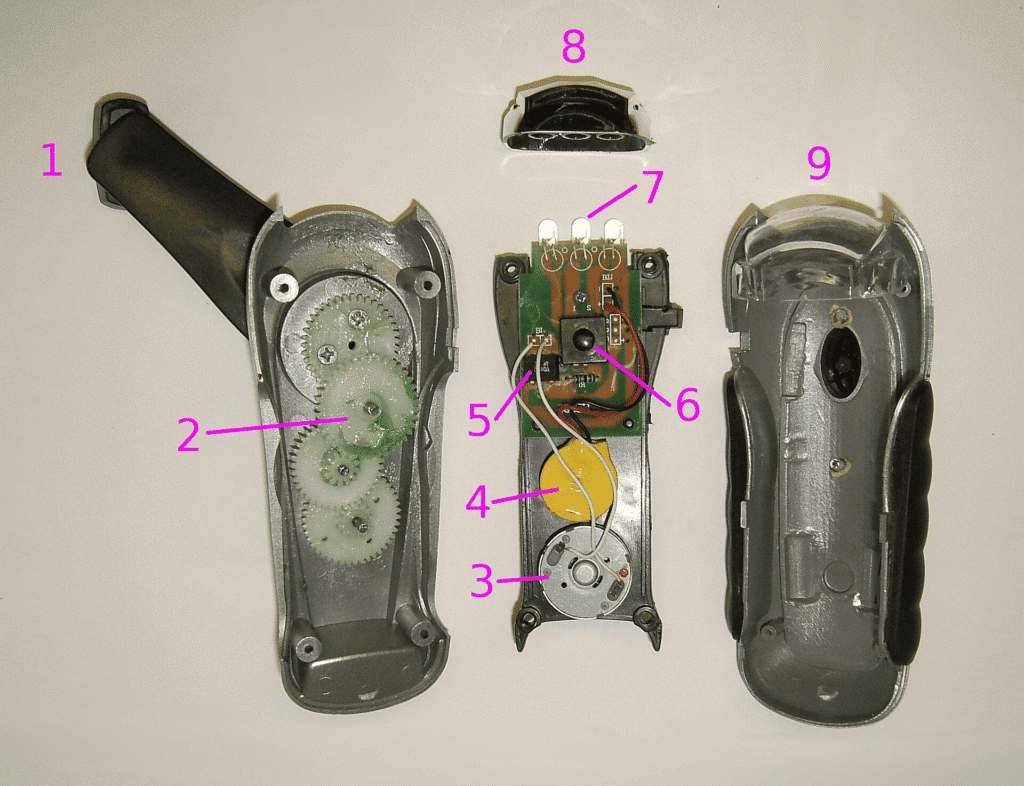
Image Source: Wikimedia Commons - Disassembled Crank Flashlight
CNC Machining
CNC machining is suitable for prototypes, low-volume parts, and functional testing. It works well when the team needs real material behavior and accurate geometry before tooling investment. It is also useful for engineering samples where design changes are still expected.
Injection Molding
Injection molding is usually the best choice for high-volume plastic snap-fit parts. It allows the snap features to be molded directly into the part, reducing assembly complexity and per-part cost at scale. However, mold design must account for draft, undercuts, gate placement, weld lines, shrinkage, and ejection.
3D Printing
3D printing is useful for early concept testing and fast iteration. It can create complex undercuts and test several versions quickly. However, printed materials may be weaker or more anisotropic than molded or machined parts, so results must be interpreted carefully.
Sheet Metal Snap Features
Sheet metal snaps are used for spring clips, push-in retainers, and metal hardware features. They rely on elastic bending of metal tabs and must be designed within the safe elastic range of the material.
A study on cantilever snap-fit mechanics and force estimation used finite element analysis to evaluate snap-in force, noting that snap-in force matters in manual assembly because the user must perceive proper engagement. This supports a key manufacturing point: the joint must be strong enough to hold but not so difficult that assembly becomes unreliable.
Reference: International Journal of Innovative Technology and Exploring Engineering (IJITEE) Cantilever Snap-Fit Force Analysis Study
Snap-Fits vs Screws in Product Assembly
Snap-fits and screws solve different problems. Neither is universally better.
| Factor | Snap-Fits | Screws |
| Assembly speed | Fast | Slower |
| Tools required | Usually none | Driver required |
| Part count | Lower | Higher |
| Appearance | Cleaner exterior | Visible hardware possible |
| Clamp load | Limited | Strong clamp load |
| Rework | Depends on design | Usually easier |
| Tolerance sensitivity | Higher | Lower |
| Development effort | Higher | Lower |
| Failure risk | Clip cracking or looseness | Boss cracking or stripped threads |
Snap-fits are ideal when speed, appearance, and reduced hardware matter. Screws are better when high clamp load, adjustability, repeated service, or structural strength is required.
For example, a small electronics case may use snap-fits because the outer appearance matters and assembly speed is important. A motor housing or high-load bracket may still need screws because the joint requires clamp force.
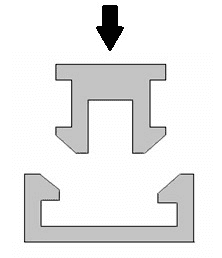
Image Source: Wikimedia Commons - Snap-Fit Assembly
A balanced design may use both. Snap-fits can locate and pre-hold components, while screws provide final strength. This is common in products where assembly speed and reliability both matter.
Quality Testing for Snap-Fit Parts
Snap-fit validation should include both dimensional and functional testing. A part that looks acceptable may still fail after repeated use.
Important tests include:
- Assembly force test
- Retention force test
- Cycle test
- Drop or vibration test when applicable
- Visual inspection for cracks
- Stress whitening inspection
- Dimensional inspection
- Environmental conditioning when needed
Cycle testing is especially important for reusable snap-fits. A battery door, service panel, buckle, or access cover may be opened many times. If the snap arm loses force after repeated use, the product may feel cheap or fail in the field.
Environmental testing may also matter. Heat can soften some plastics. Humidity can affect nylon. Cold temperatures can make some plastics more brittle. UV exposure can affect outdoor parts. Because of this, testing conditions should match actual use conditions whenever possible.
A reliable snap-fit design should pass both the first assembly test and the repeated-use test.
Real Example: Electronics Enclosure Snap-Fit
A small electronics enclosure may use snap-fit clips to avoid visible screws and improve assembly speed. This is common in remote controls, sensors, charging cases, IoT devices, and handheld tools.
In this type of product, the design must balance appearance and serviceability. If the snap is too weak, the case separates when dropped. If it is too strong, service technicians may break the cover during repair. If the tolerance is too tight, assembly workers may need excessive force. If the material is too brittle, clips may crack at the root.
During development, a CNC prototype can test the enclosure’s mating features and user feel. The prototype may reveal that the snap arm needs more length, that the hook face needs a softer lead-in, or that the housing wall must be thickened around the latch. These design changes are far cheaper before mold tooling than after production starts.
This is exactly why snap-fit design works best when engineering, prototyping, and manufacturing feedback are connected early.
Common Mistakes to Avoid
Snap-fit problems usually come from predictable design errors.
Designing the Snap Arm Too Short
A short arm creates high bending strain and high assembly force. Longer arms usually reduce stress and improve durability.
Ignoring Material Fatigue
A snap-fit that works once may fail after repeated use. Reusable snap-fits need fatigue-resistant materials and conservative strain.
Adding Sharp Corners at the Root
Sharp root corners concentrate stress and increase cracking risk. Rounded transitions are safer.
Making the Hook Too Aggressive
A large hook may increase retention, but it can also require too much assembly force. The design should balance holding strength with safe deflection.
Forgetting Tool Access for CNC Prototypes
CNC machining cannot create every molded-style internal feature easily. Tool diameter, cutter reach, and inside radii must be considered.
Skipping Functional Testing
The most dangerous mistake is approving the design based on CAD alone. Snap-fits are mechanical features and should be tested under real assembly conditions.
Research-Supported Design Principles
Professional design sources are consistent on the core principle: snap-fit reliability depends on controlling elastic deflection and stress. The Covestro design guide explains that after joining, snap-fit features should return toward a stress-free condition, while the separation force depends strongly on the shape of the undercut. The MIT-hosted design guide separates snap-fit types by load behavior, which helps designers understand why a cantilever arm cannot be evaluated the same way as an annular or torsion joint.
Additive manufacturing research also shows that the basic working principles remain the same even when the production process changes, but the design rules must adapt to the process. This is important for teams that prototype with 3D printing, validate with CNC machining, and later move to injection molding.
In practical manufacturing, the strongest approach is to combine:
- Material data
- Design calculations
- CNC prototypes
- Functional testing
- Inspection reports
- Production process planning
That combination makes the article more than general advice. It reflects how real snap-fit parts are designed and validated.
Conclusion
Snap-fit parts can make products easier to assemble, cleaner in appearance, and more efficient to manufacture. But a reliable snap-fit is not created by adding a hook to a plastic wall. It requires careful control of material selection, strain, root geometry, tolerance, manufacturing method, and functional testing.
For CNC prototypes, snap-fit design must be even more thoughtful because machined features may behave differently from molded parts. CNC machining is highly valuable for testing fit, user feel, retention force, and early design problems, but the final production process should always be considered before approval.
The most successful snap-fit projects treat the joint as a mechanical system. The snap arm, mating feature, material, wall thickness, clearance, assembly direction, and production method all work together. When these factors are validated through research-supported design, practical prototyping, and inspection, snap-fit parts can perform reliably in real products across electronics, medical devices, automotive interiors, consumer goods, and industrial equipment.
FAQs
What Is the Best Material for Snap-Fit Parts?
The best material depends on the application. Polypropylene is good for flexible snap features, nylon is useful for repeated-use parts, ABS works well for general housings, POM is strong for machined prototypes, and polycarbonate is useful when impact strength is important.
Can CNC Machining Be Used for Snap-Fit Prototypes?
Yes. CNC machining is useful for snap-fit prototypes because it allows teams to test real material behavior, fit, retention, and assembly force before committing to mold tooling.
Why Do Snap-Fit Clips Break?
Snap-fit clips usually break because of excessive deflection, sharp root corners, poor material selection, weak geometry, or repeated stress beyond the material’s fatigue limit.
Are Snap-Fits Better Than Screws?
Snap-fits are better for fast assembly, fewer parts, and a clean appearance. Screws are better when high clamp load, easy service, and stronger structural fastening are required.
How Do You Reduce Stress in a Snap-Fit Arm?
Stress can be reduced by lengthening the snap arm, adding a larger root radius, controlling deflection, using a suitable material, and avoiding sharp transitions.
What Tolerance Is Important for Snap-Fit Parts?
Important tolerances include snap arm thickness, hook height, mating undercut depth, clearance space, wall thickness, and final engagement position.
Can Snap-Fit Joints Be Reused?
Yes, some snap-fit joints are designed for repeated use. Reusable snap-fits need suitable materials, conservative strain, smooth geometry, and cycle testing.
References
Covestro. (n.d.). Snap-fit design manual for plastics. Covestro.
https://solutions.covestro.com/
Massachusetts Institute of Technology. (n.d.). Plastic snap-fit design guide. MIT Center for Bits and Atoms.
https://fab.cba.mit.edu/classes/S62.12/people/vernelle.noel/Plastic_Snap_fit_design.pdf
3ERP. (n.d.). Snap fit joint design: Types, materials, and manufacturing. 3ERP.
https://www.3erp.com/blog/snap-fit-joint-design/
BASF. (n.d.). Snap-fit design manual. BASF.
https://www.researchgate.net/profile/Hothifa-Rojob/post/What-are-steps-and-formulae-with-derivations-preferably-required-to-design-a-cantilever-snap-fit/attachment/5b92cd2acfe4a76455f182fd/AS%3A668303727001611%401536347433968/download/Snap-Fit%2BDesign%2BManual.pdf
Klahn, C., Leutenecker, B., & Meboldt, M. (2016). Design strategies for the process of additive manufacturing. Procedia CIRP, 36, 230–235.
https://www.sciencedirect.com/science/article/pii/S2212827116303213
International Journal of Innovative Technology and Exploring Engineering. (2019). Snap-fit force analysis using finite element analysis. IJITEE.
https://www.ijitee.org/wp-content/uploads/papers/v8i12/L37351081219.pdf
BaiChuan. (n.d.). CNC milling services. BaiChuan Precision.
https://bccncmilling.com/service/cnc-machining/cnc-milling/
BaiChuan. (n.d.). CNC machining resources. BaiChuan Precision.
https://bccncmilling.com/resources/





{kind=link}
{kind=link}
{kind=link}
{kind=link}