

What is Aluminum Anodizing?
Aluminum components are electrolytically anodized by dipping them into an electrolyte solution, which results in a thick oxide coating on the component's surface. Instead of being applied to the surface in the same way as coating or electroplating, the alumina is fully merged with the aluminum substrate underneath.
When aluminum and aluminum alloys are anodized, they are submerged in the appropriate electrolyte (such as sulfuric acid, chromic acid, oxalic acid, etc.) as the anode, and electrolysis is carried out under certain circumstances under the influence of an applied current. The oxidized surface of the aluminum or aluminum alloy in the anode develops a thin coating of aluminum oxide with a thickness of 50–30 microns. The hard anodized film can have a thickness of 25–150 microns. The hardness and wear resistance of aluminum and aluminum alloys have increased after the anodizing process, and there are many micropores in the thin oxide film that can absorb different lubricants and are suitable for the production of engine cylinders or other wear-resistant parts. Micropores in the thin oxide film with strong adsorption capacity can be colored into a variety of lovely and gorgeous colors. Anodizing is a process that may be used on non-ferrous metals or their alloys, including aluminum, magnesium, and others. This process is widely utilized in the production of mechanical components, vehicles, airplanes, and radio equipment, as well as everyday requirements and architectural ornamentation.

Aluminum Anodizing Processes
Aluminum alloys are often anodized using the following processes: chromic acid anodizing, sulfuric acid anodizing, oxalic acid anodizing, and phosphoric acid anodizing. The resulting oxide films change significantly in look and characteristics when various electrolytes are used. In real aluminum CNC milling manufacturing, the anodizing procedure must be chosen in accordance with the intended usage.
Sulfuric acid anodizing process
Sulfuric acid anodizing is the anodizing technique that is most often used worldwide. The anodizing process in sulfuric acid is straightforward, takes little time to complete, is simple to grasp, produces films with a high degree of transparency, and has strong corrosion and wear resistance. It offers clear advantages in a number of areas as compared to other acid anodizing. The steps involved in the sulfuric acid anodizing process include polishing, degreasing, chemical polishing or electrolytic polishing, two cleanings, anodizing, two cleanings, and dyeing. It is known as "hard" anodizing and is the best method for producing severely worn components if aluminum parts are anodized using higher voltages and potent sulfuric acid.

Chromic acid anodizing
The "light" form of anodizing refers to the comparatively thin oxide coating produced by chromic acid anodizing, which is typically just 2 to 5 micrometers thick and can preserve the original accuracy and surface roughness of the components. The oxide film has strong flexibility but is soft and has a lower level of wear resistance than sulfuric acid oxide film. In addition, the film layer is opaque, has a low porosity, is challenging to color, and may be utilized immediately without sealing. The solution left in pinholes and cracks has minimal impact on the corrosion of components due to the limited solubility of chromic acid solution on aluminum alloys. It is utilized for machining, riveted components' finishing, and casting surface treatment.

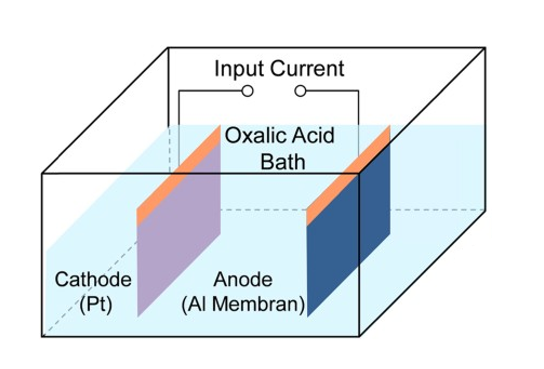
Oxalic acid anodizing
Oxalic acid is less soluble in aluminum and aluminum alloys, and as a result, the oxalic acid film has greater corrosion resistance, wear resistance, and electrical insulation than sulfuric acid film. However, the cost of oxalic acid anodic oxidation is high, typically 3-5 times that of sulfuric acid anodic oxidation; and the color of oxalic acid oxide film is easy to change with the change of process conditions, resulting in a color discrepancy of the product. As a result, this process is limited in application, typically only being used in certain situations. It is utilized for certain purposes, including creating electrical insulating layers.
Phosphoric acid anodizing
Aluminum plating was initially prepared using phosphoric acid anodizing. The phosphoric acid layer is thin (approximately 3 m in thickness) and has a high pore size because the oxide film dissolves more in the phosphoric acid electrolyte than in sulfuric acid. The pretreatment of aluminum workpiece bonding and the surface treatment of printed metal plates are the two primary applications of the phosphoric acid film due to its high-water resistance.

Factors that influence the Price to Anodize Aluminum Parts
There are three main aspects that influence anodizing aluminum cost, even if it relies on various requirements. The thickness of the coating, the size and shape of the component, and any additional services required are the key determinants of anodizing aluminum cost.
Coating Thickness
It is referred to as a "basic" coating and costs the least when the type of coating does not call for a particular thickness.
The cost will be impacted by carefully managing the coating thickness. If the upper and lower limits of the coating thickness specification are specified, the cost will increase as the range narrows. The price of +/-.001′′, for example, is less expensive than the more restricted range of +/-.0001′′. Due to the lengthier manufacturing durations, the maximum coating thickness may be more expensive.
Dimension and Components of Anodized Aluminum
The dimension of the material that is selected has a significant impact on how much it costs to anodize aluminum components. The amount of materials and infrastructure required to complete the process successfully increases with size, surface area, and height. As the number of components rises, labor and time costs also rise. These two have an immediate impact on the cost of anodized metal.
Anodizing Process Type
The cost of anodizing aluminum components depends heavily on choosing one of the previously mentioned types.
Chromic acid anodizing is the least expensive type of procedure. This is because less energy is consumed and because the components, such as chromic acid, are inexpensive. Due to the usage of expensive components, the cost of anodizing aluminum parts using the oxalic acid anodizing method rises. In general, the cost of anodizing aluminum components increases with the anodizing type being employed.
Racking
Quality depends on racks. Electrical contact will be made using aluminum or racks made of commercially pure titanium. If the work does not indicate the need for racking, the precision aluminum parts factory will choose the most economical strategy to maximize yield. The number of parts that may be handled at once may be constrained by specific racking requirements and the cost per component may increase.
Power supply restrictions have an impact on the number of components that may be anodized simultaneously. Anodizing is done with 15 or 30 amps per square foot of surface (ASF). As a result, each run has a limit on the surface area that may be handled.
Additional Services
The anodizing process is frequently supplemented by other procedures requested by customers. These services add effort and time whenever pieces require basic or intricate masking or when holes need to be filled. The cost of anodizing aluminum is increased by these services even if they provide value.
Benefits of Anodizing Aluminum Parts
Corrosion resistance
The oxide film can be used as a protective coating for aluminum components to stop corrosion since the film layer produced by anodization is sufficiently stable in the environment. When aluminum is anodized in chromic acid solution, the resulting oxide film has excellent corrosion resistance and fine micropores; when sulfuric acid solution is used, the resulting oxide film has larger micropores than the former, but its film layer is thicker and has a strong adsorption capacity; when the appropriate filling and sealing procedures are used, the corrosion resistance is also excellent. The chromic acid anodizing procedure should be emphasized since it is particularly appropriate for the anodizing treatment of welded and riveted parts.
Decoration
Aluminum pieces may be anodized to produce a range of vibrant colors by absorbing different organic and inorganic chemicals. An oxide coating that is protective and attractive and has a porcelain-like look may be produced under specific process conditions.

Wear resistance
Aluminum and aluminum alloys can be hard anodized to provide a thick, durable oxide coating on the surface. Aluminum pieces can also be anodized in sulfuric or oxalic acid solutions to produce a tough and thick oxide coating. For instance, anodizing may significantly increase the wear resistance of the cylinders and pistons in vehicle and tractor engines.
As a base coat for electroplating and painting
The anodized film may be used as the bottom layer of spray paint and other organic films because it is porous and has a strong capacity for adsorption. This allows the paint film and organic film to securely adhere to the components, boosting their corrosion resistance. The pieces made of aluminum and aluminum alloy must first have a priming layer put on them before being electroplated. The bottom layer may be applied to the substrate's surface using a variety of techniques. Anodizing treatment is one of the crucial techniques in addition to electro-galvanizing, zinc dipping, and electroless nickel plating.
Tips for Improving Anodizing Quality
Making high-quality aluminum anodized components may be accomplished in a number of methods, some of which include the following:
Professional service for anodizing aluminum
Whenever you need any type of service, hiring pros is always a crucial factor. Similar to this, it would be better to go with the professional aluminum CNC milling manufacturers if you wanted the components of your finished product to be supported by high-quality anodized aluminum.
The best materials, skilled personnel, and cutting-edge equipment are used in professional aluminum anodizing services to create items of exceptional quality. Your finished product will be of higher quality if it is made of anodized aluminum.
Select quality aluminum materials
The result you receive will depend significantly on the anodizing substance you select. If the material used by your aluminum CNC milling manufacturer is of low quality, the necessary finishing won't be obtained. The result would quickly lose its effectiveness. Therefore, it is essential to choose the right materials in order to get the intended results.
Anodizing can be carried out in a variety of methods; electroplating and powder coating are occasionally taken into consideration. Anyhow, selecting high-quality materials is crucial.
Cutting-edge CNC milling
One of the best methods to acquire premium anodized aluminum is through CNC machining. As it operates, it offers aluminum more strength, improving the end product for manufacturers. Due to the effectiveness of the CNC milling machine, this procedure will not only increase aluminum's strength but also provide a better-finished surface.
Numerous components made of aluminum may be manufactured using the CNC milling technique. The effects of this method are likewise extremely stunning, and anodizing components with it could provide high-quality outcomes.
Contact us if you'd like more information on how anodizing aluminum may improve your prototypes and components and how our engineers can improve your own production plans. There are further CNC aluminum services listed here as well.




