Struggling with complex aluminum profile machining? Costly errors and inefficient production cycles are frustrating your team. Precision CNC machining offers a solution, but where do you start?
CNC machining of aluminum profiles follows a structured workflow including machine selection, workholding setup, tool selection, and program development. When executed properly, this process delivers high precision, reduced costs, and improved production efficiency for industrial applications.

CNC machining aluminum profile
As a factory specializing in CNC machining services, I've guided hundreds of clients through the aluminum profile machining process. Let me walk you through the essential steps that ensure consistent quality and efficiency in your manufacturing operations.
What Equipment Do You Need for CNC Machining Aluminum Profiles?
Choosing the wrong CNC machine for aluminum profile processing can lead to poor surface finishes and dimensional inaccuracies. Selecting the right equipment is the critical first step to ensure quality results.
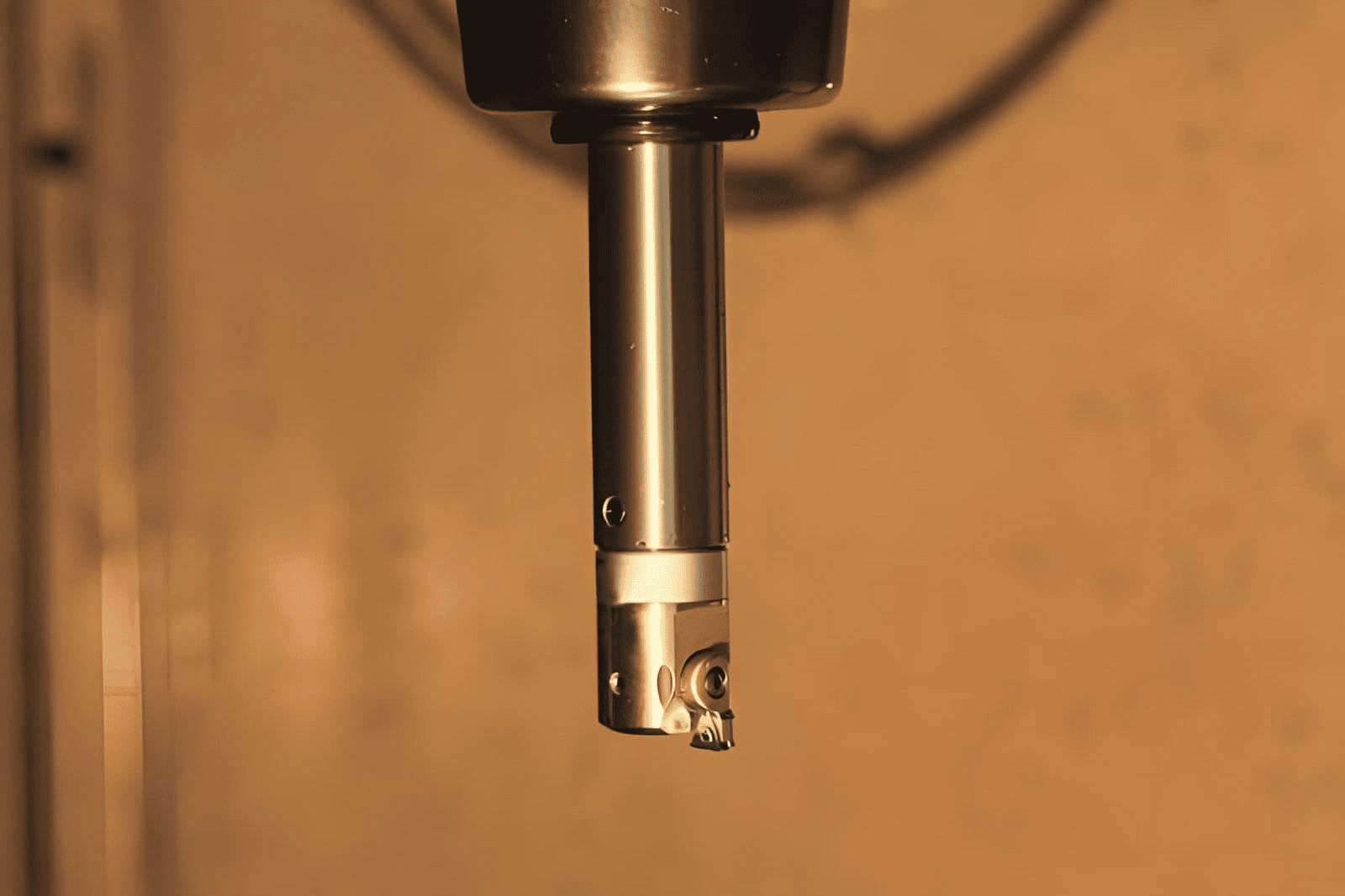
For aluminum profile machining, 3-5 axis CNC machines with adequate spindle speeds (typically 10,000+ RPM) and rigid construction are ideal. Aluminum's machinability requires machines with good thermal stability and vibration dampening to achieve the tight tolerances (often ±0.005mm) needed for industrial applications.
CNC machine selection for aluminum profiles
The selection of appropriate CNC equipment depends heavily on your specific aluminum profile requirements. In our facility, we primarily use HAAS and DMG MORI machines for aluminum profile work due to their exceptional rigidity and thermal stability. When evaluating equipment options, consider these key factors:
Machine Specifications for Aluminum Profile Machining
| Feature | Recommendation | Benefit |
|---|---|---|
| Spindle Speed | 10,000+ RPM | Higher cutting speeds for aluminum |
| Coolant System | High-pressure | Prevents chip welding and extends tool life |
| Machine Rigidity | High | Reduces vibration for better surface finish |
| Control System | Advanced | Better contour tracking for complex profiles |
| Tool Changer | Automatic | Reduces setup time between operations |
Machine selection should also account for the profile dimensions and complexity. For example, longer aluminum extrusions may require machines with extended work envelopes, while complex cross-sections benefit from 5-axis capabilities that can access difficult features in a single setup. From my experience with aerospace clients, matching the machine to the part complexity from the beginning prevents costly rework and ensures dimensional stability throughout the machining cycle.
How Do You Determine the Optimal Processing Method?
Selecting an inefficient processing approach can increase machining time by up to 40% and significantly impact your production costs. Determining the right machining strategy is essential for aluminum profile efficiency.
The optimal processing method for aluminum profiles combines high-speed machining techniques with appropriate cutting strategies like climb milling and trochoidal toolpaths. For thin-walled sections, proper support and reduced cutting forces are critical to prevent deflection.

CNC machining strategies for aluminum
Processing method selection requires careful analysis of the aluminum profile's geometry, material properties, and required tolerances. In our shop, we follow a systematic approach to processing method determination that has proven successful across thousands of aluminum components:
Processing Strategy Selection Criteria
| Factor | Consideration | Implementation |
|---|---|---|
| Wall Thickness | Thinner walls require lighter cuts | Reduce depth of cut to 0.5mm for walls under 3mm |
| Surface Finish Requirement | Ra value needed | Higher RPM and feed rates for finer finishes |
| Feature Complexity | Undercuts, pockets, etc. | Select appropriate tool geometry and approach angles |
| Tolerance Requirements | Tighter tolerances | Multiple roughing/finishing passes with tool compensation |
| Production Volume | Batch size | Optimize for cycle time or tool life based on quantity |
One particularly challenging aluminum profile we machined for a semiconductor client required maintaining parallelism within 0.01mm across a 500mm length. We achieved this by developing a specialized machining sequence that addressed thermal expansion during the process - roughing the entire length first at higher material removal rates, then performing a finishing pass with minimal depth of cut after allowing the part to reach thermal equilibrium. This approach reduced distortion by over 70% compared to conventional machining strategies.
What Workholding Methods Are Most Effective?
Inadequate workholding is the leading cause of scrapped aluminum profile parts, resulting in material waste and production delays. Choosing the right fixturing approach prevents costly errors.
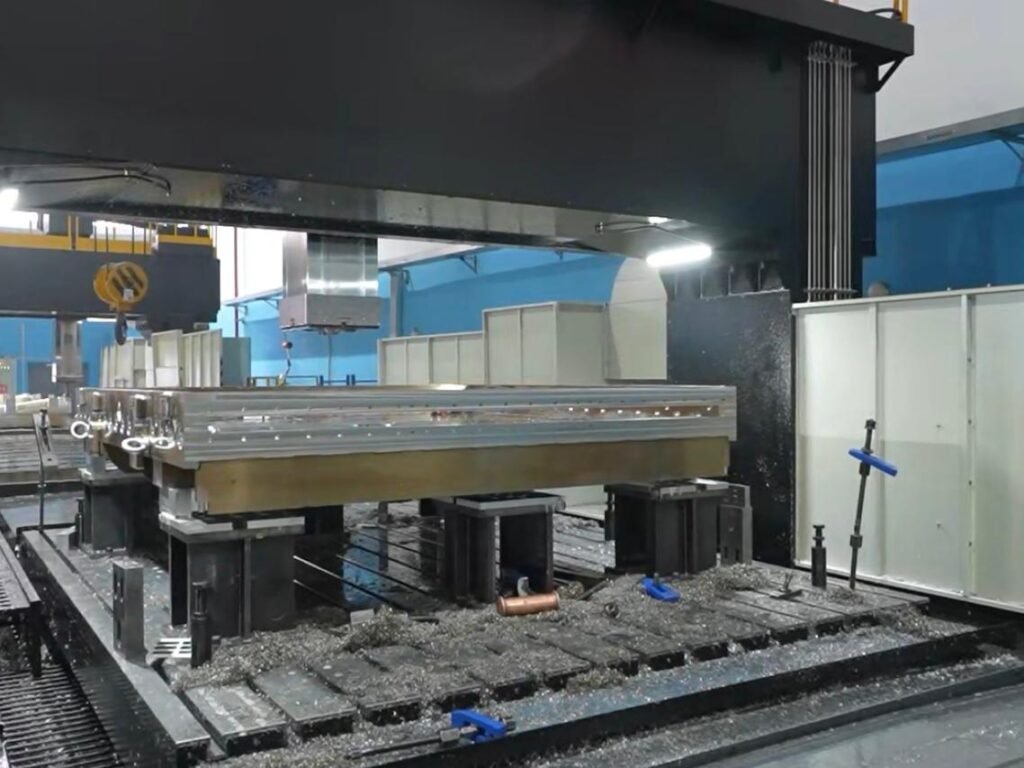
Effective aluminum profile workholding combines dedicated fixtures, vacuum systems, or precision vises with intermediate stress-relieving steps. For complex profiles, custom-machined soft jaws that match the exact profile shape provide the best stability during machining.

Workholding systems for CNC machining
Through decades of experience machining aluminum profiles, I've found that workholding strategy significantly impacts both quality and efficiency. Our approach varies based on the profile complexity and production requirements:
Workholding Selection Guide
| Profile Type | Recommended Workholding | Key Consideration |
|---|---|---|
| Simple Extrusions | Precision vises with soft jaws | Distribute clamping force to prevent distortion |
| Complex Shapes | Custom fixtures with locating pins | Repeatable positioning for batch production |
| Thin-Walled Profiles | Vacuum fixtures with support points | Minimize deflection during machining |
| Long Extrusions | Multiple fixture points with rollers | Support length while allowing thermal expansion |
| High-Precision Parts | Hydraulic fixtures with controlled pressure | Consistent clamping force for dimensional stability |
I recall working on a marine navigation equipment housing that required machining an aluminum profile with walls as thin as 1.2mm. Traditional clamping methods caused unacceptable distortion. Our solution was to develop a vacuum fixture with strategically placed support points that maintained the profile's geometry throughout machining. This approach reduced our rejection rate from nearly 15% to under 1%, saving thousands in material costs.
How Do You Establish Proper Positioning and Reference Points?
Poor positioning can result in misaligned features and rejected parts. Establishing reliable reference points is fundamental to CNC machining accuracy for aluminum profiles.
Effective positioning for aluminum profiles requires identifying primary datum surfaces, establishing machine zero points, and using touch probes for verification. For complex profiles, using the extrusion's inherent features as references ensures consistency across batches.

Positioning and probing systems
In our precision machining facility, we've developed a standardized approach to positioning aluminum profiles that minimizes setup errors and enhances repeatability:
Positioning Methodology for Aluminum Profiles
The positioning process begins with a thorough analysis of the profile's design intent. We identify primary geometric features that serve as natural datums – typically, these are the most stable, machined surfaces of the extrusion. For complex profiles, we often machine a reference surface in the first operation to create a reliable datum for subsequent operations.
Our approach incorporates these key elements:
3-2-1 Locating Principle: We secure the profile using six points of contact (three primary, two secondary, one tertiary) to fully constrain the workpiece in all degrees of freedom.
On-machine Verification: Using touch probes, we verify the position of key features before machining begins, allowing for minor adjustments to the program offsets.
Thermal Compensation: For longer profiles, we account for thermal expansion by establishing multiple reference points along the length.
Documented Setup Procedures: Each profile type has a documented setup procedure with photos and specific instructions to ensure consistency between operators.
This systematic approach has proven particularly valuable for a series of aluminum profiles we machine for automotive testing equipment, where feature alignment across multiple machining operations is critical. By implementing this positioning methodology, we've reduced setup-related errors by nearly 85%.
What Quality Control Measures Are Essential?
Overlooking quality control can lead to costly rework and customer rejections. Implementing proper testing requirements and methods is crucial for maintaining aluminum profile quality standards.
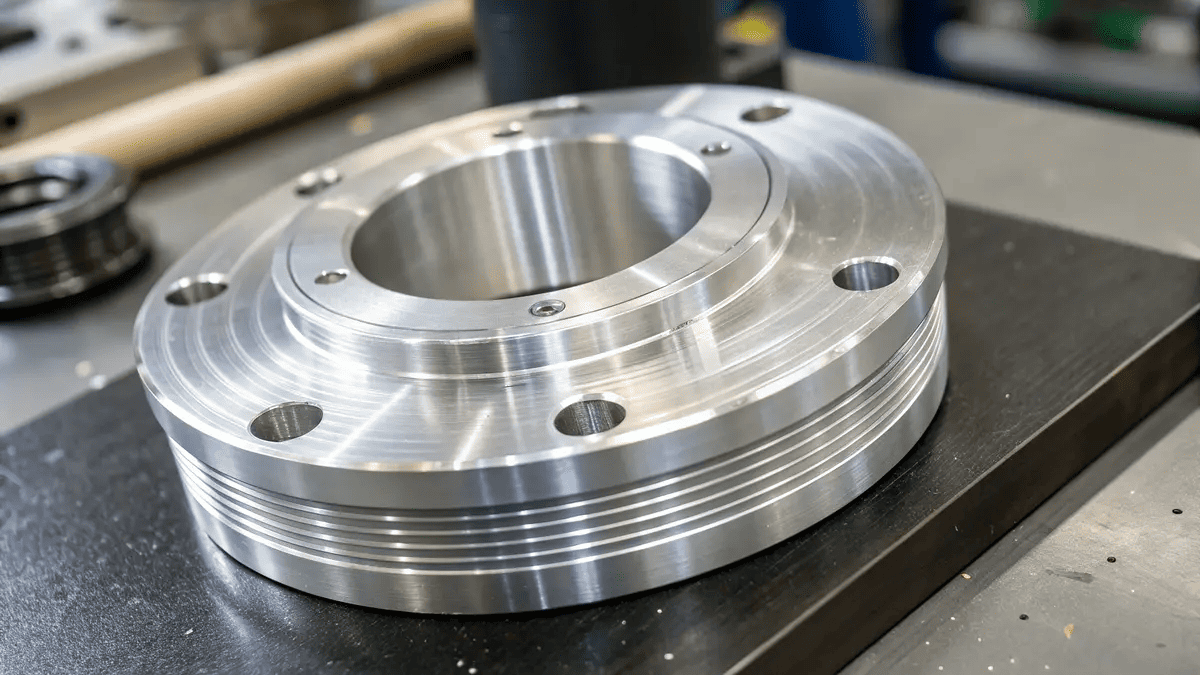
Essential quality control for aluminum profiles includes in-process verification with touch probes, post-machining CMM inspection of critical dimensions, and surface finish verification. For high-precision applications, environmental temperature control during inspection is also necessary.

Quality control of machined aluminum parts
Quality control isn't just a final step but an integrated component throughout the CNC machining process. Our approach to quality assurance for aluminum profiles has evolved through years of experience with demanding aerospace and medical device clients:
Comprehensive Quality Control Framework
| Inspection Stage | Measurement Methods | Documentation |
|---|---|---|
| Pre-machining | Material certification verification, profile straightness check | Incoming inspection report |
| First Article | 100% dimensional inspection, GD&T verification | First article inspection report (FAIR) |
| In-process | Touch probe verification of key features, tool wear monitoring | Process control charts |
| Final Inspection | CMM measurement, surface finish testing, visual inspection | Final inspection report with traceability |
| Lot Sampling | Statistical process control (SPC), attribute sampling | SPC charts and capability studies |
For critical aluminum components, we implement additional verification steps. For example, when machining vacuum chamber components with complex internal features, we use borescope inspection to verify internal surface quality and feature location that cannot be accessed with conventional measurement tools.
Our quality control system integrates with our ERP system, allowing us to track specific quality metrics across production runs and identify trends before they become issues. This data-driven approach has helped us maintain a quality acceptance rate above 99.7% for precision aluminum profile machining across all industries we serve.
How Do You Select the Appropriate Tooling for Aluminum Profiles?
Using incorrect tooling for aluminum can lead to poor surface finish, built-up edge, and reduced dimensional accuracy. Selecting the right tools is essential for efficient aluminum profile machining.
Optimal aluminum machining tools include high-helix (35-45°) end mills with 2-3 flutes, polished flutes to reduce adhesion, and specialized coatings like ZrN or TiB2. Sharp cutting edges and adequate chip clearance are critical for preventing built-up edge formation.

Cutting tools for aluminum CNC machining
Tool selection for aluminum profile machining requires balancing several competing factors. Based on our extensive experience, we've developed specific tooling guidelines that optimize both performance and tool life:
Tooling Selection Strategy for Aluminum Profiles
The aluminum alloy composition significantly impacts tool selection. For example, machining 6061-T6 profiles requires different approaches than 7075-T6 due to their differing hardness and chip formation characteristics. Our tooling database contains performance data for each common aluminum alloy.
For general-purpose aluminum profile machining, we typically recommend:
Roughing Operations: 2-flute solid carbide end mills with 45° helix angle and TiB2 coating, run at high speeds (18,000+ RPM) and aggressive feed rates (0.1-0.15mm per tooth)
Finishing Operations: 3-flute "aluminum specific" end mills with polished flutes and ZrN coating for improved surface finish and dimensional stability
Deep Pocket Machining: Extended-reach end mills with reduced diameters at the shank to prevent rubbing and allow for efficient chip evacuation
Thin-Wall Machining: Specialized "finisher" end mills with light cutting forces and balanced geometry to prevent deflection of thin aluminum sections
We've developed a comprehensive tooling matrix that matches specific aluminum profile features with optimal tool geometries, cutting parameters, and approach strategies. This systematic approach has reduced our tool consumption by approximately 30% while improving surface finishes and extending tool life across all our aluminum machining operations.
How Do You Control Errors and Tolerances in Aluminum Profile Machining?
Inadequate error control leads to dimensional inconsistencies and rejected parts. Implementing proper tolerance control strategies ensures aluminum profiles meet specifications consistently.
Effective tolerance control for aluminum profiles combines thermal management, tool compensation strategies, in-process verification, and statistical process control. For high-precision profiles, interim stress-relieving steps may be necessary between roughing and finishing operations.

Tolerance measurement for aluminum components
Controlling tolerances in aluminum profile machining presents unique challenges due to the material's thermal properties and the potential for stress-induced movement. Our comprehensive approach addresses these challenges through multiple coordinated strategies:
Error Control Framework for Aluminum Profiles
Error control begins with understanding the specific behavior of aluminum under machining conditions. We've developed specialized procedures for maintaining tight tolerances:
Thermal Management: We maintain a consistent shop floor temperature (72°F ±2°) and allow materials to acclimate before precision operations. For extremely tight tolerances, we match the measurement environment temperature to the machining environment.
Cutting Strategy: We sequence operations to balance material removal across the profile, preventing uneven stress relief that can cause warping. For precision features, we use rest machining techniques with progressively smaller tools.
Tool Path Optimization: Our programmers develop tool paths that minimize heat buildup by distributing cutting loads and incorporating air-cooling pauses for thermally sensitive features.
In-Process Verification: For critical dimensions, we incorporate touch probe measurements between operations, allowing for dynamic tool compensation based on actual measured dimensions rather than theoretical values.
For a recent aerospace project involving aluminum profiles with tolerances as tight as ±0.02mm across 800mm lengths, we implemented a specialized protocol that included rough machining to within 0.5mm of final dimensions, followed by a 24-hour stress relief period, then final machining with reduced depth of cuts and feeds. This approach consistently achieved the required tolerances across the entire production run of 500+ components.
How Do You Define and Implement the CNC Process Workflow?
An inefficient CNC process flow can increase production time by 25-40%. Developing a well-defined CNC process ensures consistent quality and maximum efficiency for aluminum profile machining.
A comprehensive CNC process for aluminum profiles includes defining operation sequences, tool paths, cutting parameters, and verification steps. For optimal efficiency, incorporate tool path simulation and collision detection before running the first part.

CNC programming for aluminum profiles
The CNC process definition stage is where all previous planning elements come together into a cohesive manufacturing plan. Our methodology for aluminum profile machining has been refined through thousands of successful projects:
CNC Process Development Workflow
Developing an effective CNC process for aluminum profiles involves multiple interconnected steps:
CAD Analysis and Feature Recognition: We begin by analyzing the CAD model to identify machining features, potential access issues, and optimal setup orientations. Critical dimensions and tolerance requirements are highlighted for special attention.
Operation Sequencing: Operations are sequenced to maximize dimensional stability, with roughing operations performed first across all features, followed by semi-finishing and finishing operations. This approach minimizes the impact of material stress relief on final dimensions.
Tool Path Generation: We develop specialized tool paths using trochoidal milling strategies for pocket clearing and optimized entry/exit movements to reduce tool load variations. For thin-walled sections, we implement adaptive feed rate control to maintain consistent cutting forces.
Process Documentation: Each CNC process is fully documented with setup sheets, tool lists, inspection requirements, and handling instructions specific to the aluminum profile type.
Process Validation: Before full production, we validate the process through first article inspection and capability studies to ensure it can consistently meet all specifications.
A recent example from our shop involved an aluminum profile for an electric vehicle battery tray with complex cooling channels. By implementing a specialized process that optimized the machining sequence based on wall thickness (machining thicker sections first), we reduced distortion by over 65% compared to conventional sequencing approaches.
What Factors Determine the Optimal CNC Machining Sequence?
Poor operation sequencing can cause dimensional instability in aluminum profiles. Establishing the proper CNC sequence ensures consistent quality and dimensional stability throughout production.
The optimal CNC sequence for aluminum profiles typically follows a pattern of roughing all features first, then semi-finishing, and finally finishing operations. This approach minimizes the effect of material stress changes on final dimensions and surface quality.

CNC machining sequence for aluminum profiles
The machining sequence significantly impacts both efficiency and quality outcomes for aluminum profiles. Our approach to sequence determination is based on decades of experience and continuous improvement:
Strategic CNC Sequencing for Aluminum Profiles
The machining sequence for aluminum profiles must account for both the material's physical properties and practical manufacturing considerations. Our sequencing methodology follows these guiding principles:
Material Stabilization First: Initial operations focus on bulk material removal to release inherent stresses in the aluminum extrusion. This often involves roughing all major features to within 0.5mm of final dimensions before any finishing operations.
Feature Hierarchy: We sequence operations based on feature importance, with primary datum features machined first to establish reference points for subsequent operations.
Tool Utilization Optimization: Operations using the same tool are grouped together when possible to minimize tool changes, but never at the expense of dimensional