

Casting defects are broadly classified into six categories: gas porosity, shrinkage flaws, metallurgical flaws, pouring metal defects, mold material difficulties, and casting form variations. Understanding and successfully addressing these faults is vital for assuring high-quality final products as a metal casting specialist.
Gas porosity defects
Gas porosity defects (reference)
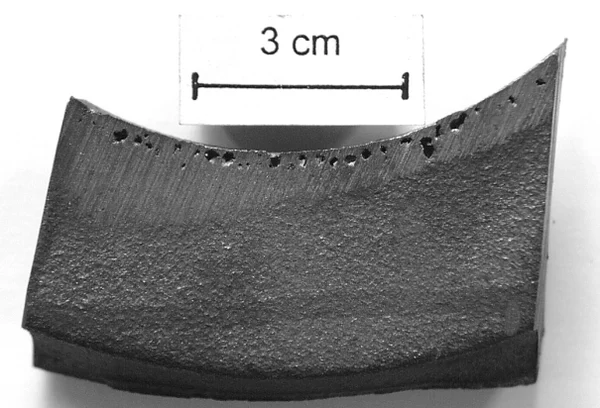
Gas porosity defects in metal casting occur when the molten metal traps gases such as nitrogen, oxygen, or hydrogen. Upon solidification, bubbles form due to reduced gas solubility in the solid metal. These defects manifest as circular cavities or holes on the casting surface. There are three forms of gas porosity defects:
Blowholes
Blowholes, often called blows, are bigger holes than pinholes. These flaws happen during casting but may not be discovered until after the part has been machined. High-quality castings need modern methods like ultrasonic, magnetic, or X-ray examination to detect subsurface blowholes in advance.
Pinholes
Pinholes, also known as porosities, are minute holes (around 2 mm) occurring in the upper mold (cope) due to inadequate venting. Often clustered on or beneath the casting surface, visible to the naked eye without specialized equipment.
Open holes
Open holes are surface defects in metal casting caused by gas entrapment during pouring. They are defects that are smooth, brilliant yellow or white in surface color, and have circular or oval shapes on the casting. They are not as difficult to find visually as subsurface blowholes. These shallow forms of open holes, also known as scars, require attention during the casting process to ensure a high-quality workpiece without such gas porosity defects.
Causes of gas porosity
Gas porosity defects in metal casting can stem from various sources. Inadequate venting of molds and cores leads to trapped gases during casting, while insufficient drying introduces moisture into the molten metal. Turbulences during metal alloy filling, caused by poor gating system design and casting parameters, also contribute to gas porosity. Moreover, hydrogen release from the melted alloy, resulting from dampness in the air or smelting tools, forms gas bubbles during cooling and solidification. Additionally, gas formation occurs when the melted metal alloy interacts with mold release agents, leading to porosity defects.
How is gas porosity prevented?
It takes a number of different strategies to eliminate the risk of gas porosity problems in metal casting. Good fluxing and melting procedures, such as melting metal in a vacuum or low-solubility gas environment, may minimize gas contact. The release of these gases is facilitated by increasing the gas perviousness of the sand and mold. Molds and cores are less likely to produce unwanted gas bubbles if they are dried thoroughly before use and kept in a dry environment between uses. In order to reduce gas entrapment, casting temperatures should be lowered. By using ingots of clean, dry metal alloy, hydrogen emission may be avoided. Casting at the right temperature, managing the smelting process, and using long enough sprues and runners all contribute to a steady gas flow. Using a high-quality mold release agent in a regulated manner also aids in defect avoidance, which in turn guarantees metal castings free of gas porosity.
Shrinkage Defects

Metal casting shrinkage defects occur owing to the reduced density of metals in their liquid form compared to their solid state. Shrinkage cavities may occur during solidification and are distinguished by angular edges, as opposed to the spherical faces of gas porosity. Dendritic fractures or cracks may accompany these voids. Large shrinkage cavities might jeopardize casting integrity and lead to failure under stress. Shrinkage defects appear in two ways, and it is critical to pay close attention to casting design, cooling rates, and alloy selection to reduce their incidence and assure high-quality, structurally sound metal castings.
Open shrinkage defects
When casting metal, open shrinkage defects expose the cavity to air, which expands to fill the space left by the shrinkage. Caved surfaces are shallow, open faults that appear over the casting's surface, while pipes extend from the surface and tunnel deep into the casting. Casting integrity might be jeopardized by these flaws, thus they need to be taken into account throughout the casting process.
Closed shrinkage defects
Closed shrinkage defects in metal casting appear as interior holes created by unequal heating of the molten metal. They may be micro or macro, with macro shrinkages appearing as apparent jagged lines and micro holes being angular and visible only via microscopes.
Causes of Shrinkage Defects
Metal casting shrinkage defects are caused by either overly hot liquid metal or uneven solidification owing to disregarding directed solidification. If the metal is poured excessively hot, it might produce uneven cooling and shrinkage problems. When the mold design does not adhere to the law of directed solidification, various thicknesses in the molded form generate differential cooling rates, resulting in shrinkage faults.
Prevention of shrinkage Defects
Improving the casting's overall structure is essential for avoiding shrinkage casting faults. Using risers in the design of a running system assures a steady stream of molten metal and helps keep volume losses to a minimum. Optimizing cavity filling is possible via the use of simple casting geometries and better runner and gating design. Optimizing filling and preventing problems in advance is made easier with the help of simulation software. Increasing the pressure used to inject the metal into the mold improves mold filling and minimizes flaws. To deal with localized heat buildup, internal chills, cooling ribs, or cooling coils may be installed. In addition, volume shrinkage may be controlled by lowering the casting temperature. Defects may be reduced by cleaning the metal surface thoroughly. Adopting these steps and keeping tight control over casting conditions can help produce metal castings with minimal shrinkage faults.
Mold material defects
Metal casting mold material defects are largely caused by flaws in the mold material; however, they may also be the consequence of poor mold design. This group, which includes seven essential types that make up the majority of casting flaws, needs competence for detection and repair.
Cuts and washes
Cuts and washes are casting flaws resulting from excessive molten metal eroding molding sand. Weak sand resistance leads to metal washing away parts of the mold, causing low bulges on the workpiece surface. These defects tilt towards the end with higher pouring pressure, affecting casting quality.
Causes of cuts and washes and ways to prevent them
High-velocity flows of molten metal generate cuts and washes in metal casting because too much metal escapes through the gate and erodes the mold. A well-planned gating system that restricts metal flow and reduces erosion is crucial for avoiding these flaws. Mold and core reinforcement are essential to increasing resistance to metal erosion. Facing and core sand's cohesiveness and stability in the casting process may also be enhanced by increasing the amount of binders used. By adjusting for these variables, casting quality is maintained without compromising the castings' structural integrity from cuts and washes. To manufacture faultless metal parts, a holistic approach to design and material selection is required.
Fusion
Fusion defects in metal casting are characterized by sand grains fusing with molten metal, leading to a brittle, glassy crust adhered to the casting surface.
Causes:
Sand or clay with poor refractoriness may cause faults in fusion casting by allowing sand grains to combine with the molten metal. High pouring temperatures that cause materials to fuse together in an unintended way only make the situation worse.
Prevention:
Fusion defects may be avoided in metal casting by lowering the pouring temperature of melted metal and increasing the refractoriness of molding materials. These precautions prevent the sand grains from fusing with the molten metal, resulting in castings of superior quality that are unaffected by the creation of a glassy crust.
Run out

Runout casting defects (reference)
Runout casting defects arise when molten metal escapes from the mold, leaving the hole partially filled. As a consequence, cast components are missing or incomplete. Although the look is normally smooth, uneven and harsh runouts may occur. To reduce these faults and assure high-quality castings, proper mold design, and control over pouring conditions are required.
Causes
When casting metal, runouts occur when some of the molten metal escapes the mold before the cavity is completely filled. A flawed mold or die-casting equipment might cause these issues.
Prevention
Considerable care should be taken to avert runout casting flaws. Precision in mold design provides correct cavity filling. Preventing problems by thoroughly examining molds before casting and replacing any faulty ones. Using high-quality raw materials that can endure high temperatures when designing molds improves durability and lowers the probability of leaks during the casting process, resulting in excellent and complete casted components.
Swells
Swells in metal casting are an unwanted expansion of the casting induced by metallostatic forces that cause the mold wall to shift back. This causes minor, smooth bulges on the vertical face of the workpiece, increasing feeding and machining needs as well as potential metal waste, causing issues in achieving the specified dimensions and final product quality.
Causes and Remedies of Swells in metal casting
Insufficient mold strength and incorrect ramming lead to metal casting swelling. Mold wall displacement occurs when the pressure of molten metal is applied to a mold with insufficient strength. Molds should be built to handle the weight of metal, and gentle pounding should be avoided. Using robust, well-rammed molds reduces the potential for expansion. To ensure defect-free castings, it is essential that molds be strong enough to bear the pressure of the liquid metal. Swell faults may be reduced or eliminated altogether by maintaining casting integrity via routine quality inspections and by utilizing suitable materials.
Drops
Drops defects in metal casting arise when loose molding sand or lumps inadvertently fall into the still-liquid metal. These occurrences manifest as irregular projections on the casting's cope surface. These issues emerge during the casting process while the metal is in its molten state. The result is an aberrant and improperly shaped projection on the casting's surface, rendering it unsuitable for use and requiring meticulous prevention measures.
Causes and Remedies of Drops defects in metal casting
Drops defects in metal casting are brought on by weak sand, inadequate fluxing of
molten metal, brittle ramming, and a lack of support for sand projection in the
cope. utilize stronger sand to address these problems, utilize correct fluxing to
remove impurities from molten metal, employ tougher ramming methods, and strengthen
sand projections with gaggers or nails. By strengthening mold stability and
removing drop flaws, these steps guarantee high-quality castings.
Drops defects in metal casting are brought on by weak sand, inadequate fluxing of melted metal, brittle ramming, and a lack of support for sand projection in the cope. utilize stronger sand to address these problems, utilize correct fluxing to remove impurities from molten metal, employ tougher ramming methods, and strengthen sand projections with gaggers or nails. By strengthening mold stability and removing drop flaws, these steps guarantee high-quality castings.
Rat tails
Rat tails, buckles, and veins are casting flaws identified by unusual fractures and lines on castings. Rat tails are generated by compression failure on the outermost layer of the mold cavity caused by too much heat from the melted metal. Rat tails can become veins, which are crisscrossing tiny lines on the surface of the component. Veins are an even more extreme variation of rat tails. The casting is most severely affected by buckles, which happen whenever the surface of the molding sand buckles up.
Causes of Remedies Rat tail defects in metal casting
Defects known as rat tails and buckles occur whenever sand expands too much during the metal casting process. Causes include insufficient mold design, especially in big and flat areas, excessive pouring temperature, and subpar sand expansion qualities. The addition of flammable chemicals to the molding sand will increase its expansion capacities and provide a solution to these problems. The expansion of metal may be controlled by lowering the temperature at which it is poured. Proper expansion may be facilitated by improving mold design to make sure it is not too hard. By taking these corrective measures, you can be confident that your metal castings will be free of defects like rat tails and buckles as the sand behaves optimally throughout the solidification process.
Metal penetration
Metal penetration is when molten metal infiltrates molding sand gaps, culminating to a rough, irregular surface on the casting, diminishing its aesthetics. The visible effects of this issue are easily noticeable to the naked eye.
Causes of Metal Penetration:
Metal penetration casting flaws may develop owing to a variety of circumstances. Molten metal may permeate the mold surface due to the use of sand with poor strength and high permeability. Larger or coarser sand grains aggravate the problem, allowing for more severe penetration. Inadequate mold wash application and sand ramming lead to reduced mold integrity, allowing metal infiltration during the casting process. Such problems may be avoided by paying close attention to sand qualities and using suitable mold preparation.
Prevention of Metal Penetration
- Utilize high-strength, small grain size, and low permeability sand
- Employ hard ramming techniques for better mold compaction
- Apply a mold wash to create a protective layer against metal infiltration
- If metal penetration occurs, the flaw can be repaired by sanding down the rough casting surface.
Metallurgical casting defects
There are three different kinds of metallurgical casting defects that result from problems with the metal during the casting process. When cooling is done incorrectly, these flaws might appear and change the microstructure of various parts of the finished product.
Hot Tears or Hot Cracks

Hot Cracks (reference)
Hot tear/crack is a frequent casting flaw that arises during the cooling process at the conclusion of solidification. As the metal shrinks and weakens, it encounters residual tension and might pull apart, resulting in uneven, branching fractures. These flaws may not be readily obvious and may need magnification to discover.
Causes and Remedies of Hot Tears or Hot Cracks
When the forming metal lacks the power to resist tensile pressures during solidification, hot rips or fissures form. These flaws are largely the result of bad mold design. Improving mold collapsibility effectively resolves hot tears. Ensuring adequate metal strength and optimizing mold design prevent such defects, ensuring high-quality metal castings.
Hot Spot or Hard Spot
Hot/hard spots are casting faults that are defined by isolated patches that cool quicker than their surroundings. This creates increased hardness, which poses issues during machining and quicker tool wear, providing obstacles in obtaining acceptable casting quality and dimensional precision.
Causes of Hot/Hard spots:
- Improper cooling practices during casting lead to uneven cooling rates.
- Mold design issues may result in localized rapid cooling.
- Incorrect metal chemical composition can contribute to hot spot formation.
Prevention of Hot/ Hard spots:
- Implement proper cooling techniques to ensure uniform cooling.
- Optimize mold design to facilitate even cooling across the casting.
- Adjust metal composition to mitigate hot spot susceptibility and achieve desired casting quality.
Burn On
Burn-on defects in metal casting occur when the sand mold or core melts or burns due to localized overheating, leaving the casting with discolored or blackened portions. The inability of the mold material to survive the high temperatures generated by the pouring of molten metal, or the presence of design errors in the mold, give birth to these problems.
Burn-on faults may result from a number of different things. One possible cause is using a low-quality mold material. Localized overheating may also result from improper gating and rising, which disrupt the flow of molten metal. Changes in metal temperature and the interplay between metal and mold also play crucial roles.
Paying close attention throughout the casting process might help avoid burn-on problems. Using the right mold materials, creating well-thought-out gating and riserings, and maintaining a steady metal temperature are all crucial. Monitoring and analysis of the process may help find problems before they occur and improve casting conditions. Castings may have better visual appeal and structural integrity overall if burn-on flaws are reduced.
Pouring casting defects
Pouring casting defects are flaws that occur during the metal pouring process into the mold. These defects fall into four categories, encompassing misruns, cold shuts, and other imperfections.
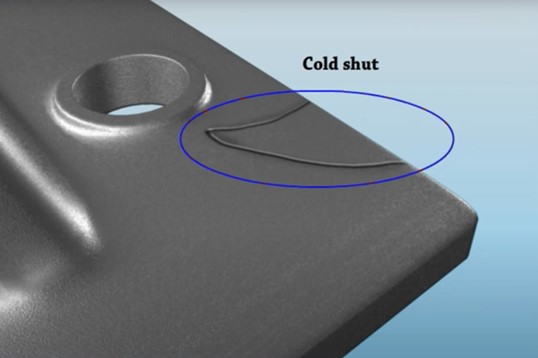
Cold shut/lap (reference)
Cold shut is a visible surface defect in metal casting that appears as a line or fracture with rounded edges. It happens when metal flows into the mold from various places but fails to integrate smoothly owing to inadequate heat, resulting in a weak area. This flaw causes the cast item to be rejected.
Causes and Remedies of Cold Shut
When melted metal from two gates comes together at a junction, but fails to fuse because of low temperatures, resulting in solidification before fusion, this is known as a cold shut casting fault. The flaw results from either a poorly constructed gating mechanism or insufficient metal fluidity. Enhance fluidity by tuning the gating system to reduce narrow cross-routes and provide short flow paths in order to avoid cold shutdown. Premature solidification is avoided by raising the temperature while pouring. Additionally, enhancing the mold's gas permeability by adopting a coarser grain size helps to achieve appropriate fusion and sound castings, eradicating cold-shut flaws.
Misruns
Misruns are casting defects closely linked to cold shuts, arising when the liquid metal fails to flow evenly throughout the mold cavity before solidifying. This results in an incomplete filling of the mold, leaving unfilled portions or spaces.
Causes and Remedies of Misruns
Premature solidification in metal casting causes misruns, which are analogous to cold shut faults. Mold design, gating system design, and fluidity of molten metal should all be carefully evaluated to eliminate the possibility of misruns. Complete filling of the mold cavity, eradication of misrun faults, and production of sound castings are all made possible by maintaining the right fluidity, optimizing gating mechanisms, and using a suitable mold design.
Cold shots
Cold shots in metal casting are solid globules formed by splattering liquid metal during pouring. As they freeze, they become trapped in the casting, appearing as loosely attached ball, drop, or pearl-shaped imperfections, leftover from the pouring process.
Causes and Remedies of Misruns
Splattering from turbulence during pouring causes cold shots, which are a common occurrence in metal casting. Altering pouring practices to lessen turbulence and modifying gating system designs to slow gate speed may help avoid this flaw. High-quality castings are the consequence of these precautions, which guarantee a continuous flow of metal and get rid of any cold shot faults.
Slag inclusion (scab)
Slag inclusions, also known as scabs in metal casting, manifest as irregular metallic crusts on the casting surface. Visible to the naked eye, they have sharp edges, and irregular shapes, and adhere firmly to the casting. Often accompanied by rat tails, these defects are typically a few millimeters thick, and removing them exposes underlying rat tails.
Causes and Remedies of Slag inclusion
When molten metal with slag particles in it hardens inside the mold cavities, this is known as slag inclusion in metal casting. Slag must be taken out of the melted metal before it is poured if this flaw is to be avoided. You may utilize a customized ladle that pours metal from the bottom, melt the metal with a flux in a controlled setting, or use chemicals to make the slag float so you can easily remove it. Slag inclusion may be avoided and casting quality maintained with the use of a ceramic filter installed in the gating system.
Casting shape defects
Casting shape defects are flaws in the general shape of the finished casting. Even with good mold preparation, problems may still occur during casting, but they can usually be resolved by modifying the current molds.
Shift/mismatch
Shift/mismatch casting defects develop when the top (cope) and lower (drag) portions of the mold or the core are out of alignment when the metal is being poured. When compared to core shift, mold shift appears as vertical displacement. The final cast's faults caused by these misalignments compromise the metal component's dimensional correctness and integrity.
Causes and Remedies of Slag inclusion
Loose box pins, faulty design dowel pins, or sloppy alignment during cope installation may all lead to shift problems in metal casting. Shift defects may be avoided with careful attention paid to the molding box and closing pins, as well as the correct installation and alignment of the match plate design.
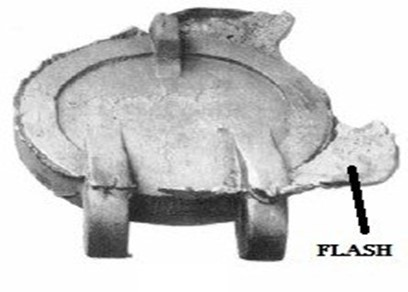
Flash, fin, and burrs
(source)
Flash, fin, and burrs are casting defects occurring in both casting and injection molding processes. They refer to unwanted excess material, often a thin sheet of metal, formed at parting faces, leading to waste. When remelted, flash transforms into dross.
Causes and Remedies of Flash, fin, and burrs
The casting defects known as flash, fins, and burrs result from an excess of material flowing into a crack or gap on the core surface. Inadequate mold weight or incorrect flask clamping might lead to misalignment, resulting in these faults. Preventing these flaws requires a snug fit between the mold and core, which can only be achieved with careful assembly and a heavy enough top portion. To provide a flawless casting surface, factories frequently employ hammers and pliers to break off flash before filing it down.
Warping
Warping is a casting defect where gradual deformities alter the final product's dimensions during or after solidification, compromising its intended shape.
Causes and Remedies of Warping
When casting metal, warping occurs when various parts solidify at different speeds, putting stress on neighboring walls. This is particularly true for big, flat castings. Iron castings may be normalized via heat treatment to remove residual tension and avoid warping. To get a distortion-free final product after aluminum casting, straightening may be required between the quench and aging operations.
Conclusion
Achieving higher casting quality requires an understanding of casting flaws. The manufacturing of high-quality castings may be ensured by working together with knowledgeable experts and putting in place efficient quality control inspections. To make sure your casting operations are optimized and error-free, contact us right away with any queries or inquiries.




