


In the post-processing of vacuum chambers, polishing is an essential but frequently overlooked phase. Have you ever wondered why it's so important? What effects might a chamber's surface smoothness have on its functionality in high-precision sectors like semiconductor production or aerospace?
Even the smallest flaws can result in contamination, outgassing, or expensive failures since vacuum chambers work in harsh environments. So why is polishing necessary to reduce these risks? The following article will go into the fascinating realm of polishing methods and examine how they improve the effectiveness, robustness, and dependability of vacuum chambers. So, Let's begin.
2. Polishing in Vacuum Chamber Fabrication
A crucial stage in vacuum chamber post-processing is polishing, which improves the surfaces of the chambers' appearance and functionality. Coarse surfaces, impurities, and micro-imperfections may form during fabrication, which may affect the chamber's capacity to sustain high vacuum levels. By smoothing out these imperfections and lowering surface roughness, polishing enhances the chamber's overall efficiency and cleanliness.
The Importance of Polishing
Polishing is crucial to reducing outgassing—the release of trapped gases from surface flaws under vacuum conditions. Additionally, smooth surfaces make it easier to clean the chamber and stop impurities from accumulating, ensuring that it is still appropriate for delicate vacuuming processes.
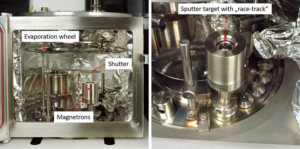
Right: Magnetron with a Mounted Sputter Target, Left: Vacuum Chamber with Target Wheel
3. Types of Polishing Methods
Various polishing techniques are used in vacuum chamber construction to attain the required surface finish depending on the particular needs of the chamber. Each technique has benefits of its own and is selected based on a number of variables, including the desired vacuum environment, the chamber's material, and the necessary smoothness. The following are typical polishing techniques:
1. Mechanical Polishing
Traditionally, the vacuum chamber's surface is smoothed by mechanical polishing, which uses abrasive equipment and materials like polishing wheels or sandpaper. This procedure lowers roughness and physically eliminates surface flaws.
- Process: To gradually lessen the surface's roughness, mechanical polishing employs progressively finer abrasives.
- Benefits: Economical for wide regions. Gets rid of surface imperfections and gets the surface prepared for additional finishing.
- Cons: It might not be able to attain the high degree of smoothness needed for applications requiring extremely high vacuum. requires constancy and hard labor to produce consistent outcomes.
2. Electro-Polishing
A vacuum chamber is immersed in an electrolyte solution and exposed to an electrical current during the electrochemical process of electropolishing. This technique creates a very smooth and reflective finish by carefully removing material from the surface.
A conductive substance, usually stainless steel or another inert material, serves as the cathode (negatively charged electrode) in electropolishing, while the vacuum chamber or the object being polished serves as the anode (positively charged electrode).
- Procedure: In an electrolytic bath, the chamber serves as an anode. The current softens fluctuations by dissolving the surface material at the microscopic level.
- Benefits: Produces incredibly smooth, mirror-like surfaces. Surface roughness can be reduced to extremely low levels (submicron Ra values) with this method. It enhances resistance to corrosion by surface impurity removal.
- Cons: One drawback is that it needs specific equipment. More costly than manual polishing
3. Chemical Polishing
Chemical polishing eliminates and smoothes the vacuum chamber's surface using a chemical solution. Usually, it is applied to intricately designed or delicate parts that are challenging to mechanically polish.
- Procedure: The chamber is submerged in a chemical bath that removes particles uniformly and without the need for equipment.
- Benefits: Suitable for complicated geometries and designs. It ensures that difficult-to-reach places are uniformly finished.
- Drawbacks: It may be challenging to regulate accurately. It may leave behind pollutants that require meticulous cleaning.
4. Buffing
Buffing is a finishing technique that produces a smooth surface by using a revolving cloth wheel and polishing chemicals. As a last step, it is frequently utilized to improve the vacuum chamber's appearance.
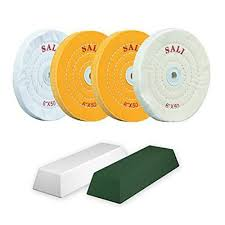
- Method: To buff the surface, a felt wheel or cloth covered in a polishing substance is turned at high speeds.
- Benefits: Easy to use and efficient for aesthetic enhancements. It is able to provide a high-gloss finish.
- Cons: Mostly aesthetic; not appropriate for producing fine vacuum-grade surfaces by itself. It is restricted to outdoor surfaces.
5. Laser Polishing
In a non-contact process called laser polishing, the material's surface is melted by laser radiation, allowing surface tension to smooth out flaws as the substance solidifies.
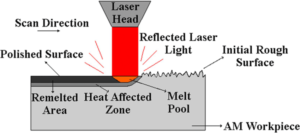
- Method: A thin layer of material is melted by focusing a laser beam on the chamber's surface. As the molten material fills in any flaws, the surface smoothes out as it cools.
- Benefits: Perfect for small, intricate areas, extremely accurate and controlled.
non-contact method, reducing the possibility of contamination.
Ideal for complex or hard-to-reach surfaces.
- Cons: Needs specific laser equipment.
restricted by the substance's capacity to solidify and melt without changing its characteristics.
6. Plasma Polishing
Plasma polishing eliminates miniature deposits from the surface by using plasma, an ionized gas. For surfaces that need a consistent finish free from mechanical strain or for polishing non-conductive materials, this method works particularly well.
- Procedure: A low-pressure atmosphere is brought into the vacuum chamber, which creates a plasma. As the plasma's ions assault the surface, the material is stripped away atom by atom.
- Benefits: Obtains extremely clean and high-quality surfaces. less physical harm because there is no contact between the tools and the object being worked on. It is suitable for non-metallic surfaces.
- Drawbacks: Slower than mechanical techniques. It requires specific plasma and vacuum apparatus.
7. Ultrasonic Polishing
The surface of the vacuum chamber is polished using ultrasonic polishing, which uses high-frequency ultrasonic vibrations to stir an abrasive mixture. For polishing small or complex parts, this technique is perfect.
- Procedure: High-frequency vibrations produced by an ultrasonic transducer cause the abrasive particles in the sludge to oscillate, polishing the surface.
- Benefits: Excellent for intricate geometry and minute details. accurate and non-destructive. lowers the possibility of material loss or excessive polishing.
- Cons: The inability to work well on big surface areas is a drawback. It demands exact control over the slurry's composition and vibration characteristics.
8. Magnetic Abrasive Polishing (MAP)
In magnetic abrasive polishing, abrasive particles are manipulated by magnetic fields to polish surfaces. For intricate shapes or inside surfaces that are inaccessible with conventional tools, this technique works very well.
- Procedure: When a magnetic field is introduced, ferromagnetic abrasive particles align and travel along the surface, uniformly polishing it.
- Benefits: Fits well with intricate geometries and interior surfaces. It can polish hard-to-reach places without the need for actual equipment. little surface damage and a uniform finish.
- Cons: Restricted to regions where magnetic fields can be applied or to ferromagnetic materials. It calls for exact control of the abrasive medium and magnetic field strength.
9. Fluid Jet Polishing
A high-pressure jet of fluid containing abrasives is directed onto the surface during fluid jet polishing in order to wear down and polish the substrate. For surfaces requiring a very high degree of precision and for precise polishing, it works very well.
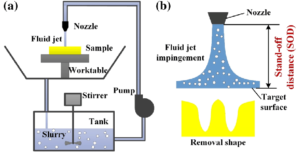
- Procedure: The process involves polishing and eliminating microscopic particles from the chamber's surface by directing a jet of pressurized fluid containing fine abrasives.
- BenefitsIt includes excellent control and precision over the polishing procedure. Perfect for delicate materials that aren't able to tolerate polishing by hand. It is applicable to surfaces that are metallic and non-metallic.
- Cons: A disadvantage is that maintaining constant fluid pressure and flow calls for specialized equipment. Process more slowly for larger areas.
4. Materials Considerations for Polishing
The material of the chamber is a key factor in choosing the best polishing technique for vacuum chamber post-processing. Selecting the appropriate polishing technique guarantees surface integrity, maximum performance, and vacuum chamber durability because different materials react differently to polishing procedures. The main material and important factors for polishing are listed below:
1. Stainless steel
Stainless steel's strength, ease of manufacturing, and resistance to corrosion make it one of the most popular materials for vacuum chamber construction. To avoid contamination and outgassing in vacuum applications, a smooth and clean surface is necessary.
- Polishing Techniques: Stainless steel is frequently polished using mechanical, chemical, and electropolishing techniques.
Taking into account:
- In ultra-high vacuum (UHV) settings, electropolishing is frequently utilized to provide a very smooth, mirror-like finish that reduces outgassing, whereas mechanical polishing is best for smoothing rough surfaces.
- Polishing must be regulated to prevent the development of surface flaws that could cause corrosion or pollutants.
2. Aluminum:
Although aluminum is softer than stainless steel and more likely to sustain surface damage during mechanical polishing, it is utilized in vacuum chambers when lightweight structure is required.
- Polishing Techniques: Aluminum can be polished mechanically, chemically, or electropolished.
Considerations
- Aluminum's ductility necessitates the use of more careful mechanical polishing methods in order to avoid surface scratching.
- A smooth surface can be achieved using chemical polishing without exposing the material to mechanical stress.
- Surface roughness can be minimized and the material's resistance to corrosion increased via electropolishing.
3. Copper
Copper's exceptional thermal and electrical conductivity makes it a popular choice for specializing vacuum chambers; yet, it is also delicate and prone to tarnish or corrosion.
Procedure: Polishing techniques include chemical, mechanical, and electropolishing.
Things to take into account:
- Carefully polishing copper surfaces is necessary to prevent oxidation and scratches.
- To get a smooth, clean surface with less chance of corrosion or contamination, electropolishing is recommended.
- The surface may need to be restored by chemical polishing following mechanical processing.
4. Titanium:
Titanium is a popular material for vacuum chambers in severe environments or those that need to be lightweight due to its strength, low density, and exceptional resistance to corrosion. Polishing techniques include electropolishing, chemical polishing, and mechanical polishing.
Taking into account:
- Despite its strong corrosion resistance, titanium needs to be polished carefully to prevent surface damage.
- The most common methods for creating smooth, contaminant-free surfaces are chemical polishing and electropolishing.
- It is important to carefully monitor mechanical polishing since it may end in surface changes and localized heating.
5. Glass and Ceramics
Vacuum chambers requiring strong thermal resistance or transparency for optical applications employ glass and ceramic materials. These materials need to be polished using specific methods because of their brittleness.
Polishing techniques include fluid jet polishing, chemical polishing, and ultrasonic polishing.
Points to think about:
- In general, mechanical polishing is not appropriate since glass and ceramics are brittle and can fracture on the surface.
- For these materials, chemical and ultrasonic polishing are recommended because they provide a smooth surface without putting them under undue strain or harm.
- For extremely precise surface finishing, particularly in optical-grade components, fluid jet polishing is a possibility.
6. Non-metallic materials (Polymers)
For specific uses, certain parts of vacuum chambers might be composed of polymers like PTFE (Teflon). These materials need to be polished using techniques that avoid overheating and deterioration. Polishing techniques include chemical polishing and ultrasonic polishing.
Considerations:
- Since polymers are susceptible to heat distortion, mechanical polishing is frequently avoided.
- To create a smooth surface without changing the material's structure, ultrasonic and chemical polishing are employed.
5. Steps in the Polishing Process
In the manufacturing of vacuum chambers, polishing is a multi-step procedure that guarantees a clean, smooth, and flawless surface for the best performance in vacuum settings. The polishing process consists of the following essential steps:
1. Surface Preparation
Preparing the surface for polishing is the first stage in the polishing procedure. In order to do this, some sections that don't need polishing must be cleaned, degreased, and occasionally covered.
Actions Taken:
Cleaning: Use solvents or detergents to get rid of any impurities, oils, grime, or residues from machining operations.
Degreasing: To get rid of tough grease and oils, use chemical degreasers or ultrasonic cleaning.
Surface Masking: To protect areas that don't require polishing, they can be covered with a mask.
Importance: When the surface is properly prepared, impurities are prevented from becoming embedded in the material during polishing, and the entire surface is prepared for a smooth finish.
2. Rough Polishing
The first step of material removal is rough polishing. Its main goal is to get rid of any surface abnormalities, scratches, machining marks, and other potential production flaws.
Actions Taken:
Coarse Abrasives: To eliminate significant flaws, use coarse abrasives like silicon carbide or aluminum oxide.
Abrasive belts, grinding wheels, and other mechanical tools may be used in mechanical polishing.
 Rough sandpaper Polishing Surface ( source. Shutterstock)
Rough sandpaper Polishing Surface ( source. Shutterstock)
Controlled Pressure: To prevent the introduction of new surface flaws, make sure that an even pressure is applied.
Importance: By creating a surface that is comparatively flat smooth and free of significant flaws, rough polishing prepares the way for fine polishing.
3. Fine Polishing
The secondary polishing step that aims to produce a mirror-like quality is called fine polishing. In this step, the surface is refined to the required degree of smoothness using finer abrasives and polishing processes.
Actions Taken:
Finer Abrasives: Materials like diamond paste or fine alumina are employed as progressively finer abrasives.
Electropolishing: To produce a highly reflective and smooth finish, electropolishing can be applied at this stage to metals such as aluminum and stainless steel.
Non-Abrasive Methods: Chemical or ultrasonic polishing are examples of non-abrasive methods used on materials like ceramics, glass, or polymers.
Importance: Surface roughness is reduced via fine polishing, which is essential for lowering outgassing, avoiding pollution, and enhancing the chamber's overall vacuum performance.
4. Surface Inspection.
To assess the polished surface's quality and make sure it satisfies the necessary requirements, surface inspection is an essential first step.
Steps involved:
Visual Inspection: The first examination uses magnifying equipment to look for obvious surface flaws such as scratches, blemishes, or unevenness.
Surface Roughness Measurement: To determine how smooth a surface is, use profilometers or other tools for measuring surface roughness. Ultra-low surface roughness (usually between 0.1 and 0.4 microns) is frequently needed for vacuum chambers.
Microscopic Analysis: To find even the smallest flaws on high-precision surfaces, microscopic or laser scanning analysis can be employed.
Significance: Examining the surface guarantees that the polishing procedure produced the intended effects and there are no flaws that could compromise the functioning of the vacuum chamber.
5. Final Cleaning and Inspection
The last cleaning and inspection stage makes sure that no impurities are left on the polished surface after the surface satisfies the necessary standards before the vacuum chamber is used.
Steps Taken:
Ultrasonic cleaning: Usually, ultrasonic baths are used to clean the vacuum chamber in order to get rid of any residues or fine polishing particles that may have remained on the surface.
Chemical Rinse: To make sure the surface is immaculate, consider using a chemical rinse with deionized water or other cleaning solutions.
Drying: In order to eliminate any remaining water from the chamber's surface, it is dried using nitrogen gas or clean, filtered air.
last check: To make sure there are no pollutants, particles, or flaws on the surface, a last visual and microscopic check is carried out.
Importance: Any residues or particles that could impair the vacuum chamber's operation, particularly in ultra-high vacuum (UHV) settings, are eliminated during the final cleaning and inspection. It guarantees that the chamber's surface is spotless and ready for usage.
6. Polishing Equipment and Tools
Vacuum chamber polishing requires the use of specific tools and equipment made for the material and polishing technique being used. The main types of tools and equipment utilized in the polishing process are listed below:
1. Mechanical Polishing Tools
To smooth a surface, mechanical polishing entails physically abrading it. To guarantee an even finish without creating flaws, this procedure demands precise instruments.
- Grinding wheels: These are employed for preliminary rough polishing, eliminating significant surface flaws, abrasions, and machining marks. Various grit sizes can be chosen based on the material and the desired level of surface quality.

- Abrasive Belts: Since they offer consistent abrasion, abrasive belts are frequently utilized on big surfaces. For both rough and outstanding polishing, they come in different grit sizes.
- Polishing Pads and Discs: Polishing compounds are applied along with polishing pads and discs to produce a glossy, smooth surface. Selecting polishing pads depends on the substance being polished, which might be composed of felt, foam, or cotton.
- Rotary Polisher and Buffer: These portable or stationary devices, which apply polishing chemicals to surfaces with steady pressure and speed for fine polishing, are called rotary polishers and buffers.
- Magnetic Abrasive Polishing (MAP): In regions that are challenging to reach with traditional mechanical polishing equipment, magnetic fields are used to manipulate abrasive particles in a process known as magnetic abrasive polishing (MAP).
2. Electro-Polishing Equipment:
In the electrochemical process of electropolishing, the workpiece (vacuum chamber) is submerged in an electrolyte bath and serves as the anode. Electropolishing equipment ensures a smooth, shiny surface and consistent material removal.
Electrolyte baths: These baths contain an electrolyte solution that has been specially prepared and may contain sulfuric or phosphoric acids. To ensure reliable material removal, the temperature of the electrolyte bath is kept under control.
Power Supplies: The anode (workpiece) and cathode (often a stainless-steel plate or rod) must have the required electrical potential difference produced by a direct current (DC) power source. To control the rate of material removal and surface smoothness, the power supply is precisely regulated.
Fixtures: These are employed to provide uniform exposure to the electric field by securing the vacuum chamber firmly in the electrolyte bath. Chambers with intricate geometries can need special equipment to provide uniform polishing.
Cathode: To initiate the required electrochemical reaction, cathodes are positioned close to the workpiece. The cathode must be positioned appropriately to provide consistent polishing over the whole surface.
3. Chemical Polishing:
Chemical polishing creates a clean surface by removing a thin layer of substance through carefully regulated chemical reactions. Chemical polishing equipment provides precise control over the procedure to prevent surface flaws.
Chemical Baths: These baths are made of particular materials and contain an acidic or alkaline solution. For example, metal may be treated with a solution of hydrofluoric and nitric acids. The chemical bath's composition is specifically designed to eliminate surface imperfections without resulting in a significant loss of material.
Temperature Control Systems: The temperature has a significant impact on chemical polishing. In order to maintain the proper temperature range for effective material removal and avoid unintended side reactions, heating or cooling systems are combined with the chemical bath.
4. Laser Polishing
High-energy laser beams are used in laser polishing to melt and smooth a material's surface, allowing the molten substance to solidify into a uniformly smooth finish.
Laser Source: The main piece of equipment that creates high-energy laser beams that can melt a material's surface is the laser source, which can be CO2, fiber, or Nd lasers. In addition to their accuracy and controllability, fiber lasers and Nd lasers are frequently utilized.
Beam Delivery System: The laser beam is directed to the desired location on the workpiece using mirrors, lenses, and fiber optics. For consistent material removal, this technology makes sure the laser is perfectly focused on the surface.
5. Magnetic Abrasive Polishing (MAP)
Magnetic abrasive polishing makes it possible to precisely polish delicate parts and difficult-to-reach places, including the inside surfaces of tubes.
Magnetic Field Generator: The magnetic field, which is produced by electromagnets or permanent magnets, is the essential element in magnetic abrasive polishing. In order to manage the abrasive particles for polishing, the field strength is adjusted.
Abrasive Particles: The abrasives used in MAP are either ferromagnetic or paramagnetic, and they are frequently composed of small abrasive particles (silicon carbide, diamond, or alumina) combined with iron-based powders. These particles are employed to abrade the surface because they are drawn to the magnetic field.
Rotational Mechanism: To ensure uniform polishing across the whole surface, the workpiece or the abrasive field is rotated in various MAP systems. This is particularly helpful for polishing surfaces that are tubular or cylindrical.
6. Plasma Polishing:
For sensitive surfaces and materials that demand a high level of precision, it works incredibly well.
Plasma Generation Unit: Using a high-energy source such as radio frequency (RF) or direct current (DC), this unit ionizes a gas (usually hydrogen, oxygen, or argon) to produce plasma. By means of chemical reactions or physical bombardment, the ionized gas eliminates material from the surface.
Vacuum Chamber: To provide a regulated atmosphere in which the plasma can efficiently interact with the material's surface, the polishing procedure is conducted inside a vacuum chamber. High precision and contamination prevention are guaranteed by the vacuum.
7. Fluid Jet Polishing
The fluid jet polishing involves the following equipment.
Pump with High Pressure
A high-pressure pump is used to pressurize the fluid in order to create the necessary velocity for efficient material removal. To guarantee consistent polishing, the pump needs to deliver a constant, manageable flow.
Safety and Enclosure Systems
FJP is usually performed in a closed area to protect operator safety and avoid contamination because it uses high-velocity jets of abrasive fluid.
System for Positioning and Motion Control
The workpiece or the jet nozzle is frequently fixed on a computer-controlled system that permits precise movement in order to accomplish uniform polishing.
7. Polishing Standards and Requirements
The ASTM and ISO Standards:
ISO Standards: provide uniformity and excellence in vacuum chamber surface finishes, defining permissible criteria for cleanliness and surface roughness.
ASTM Standard: For instance, ASTM B912 specifies the specifications for electropolishing stainless steel, emphasizing surface finish quality and corrosion resistance.
Industry-specific regulations regulate surface treatments to limit outgassing, avoid contamination, and maintain vacuum integrity. These recommendations support the preservation of vacuum chamber applications' optimum durability and performance.
8. Challenges and Solutions in Polishing
There are the following challenges and their corresponding solutions.
Challenges:
- Surface irregularities: It might be challenging to achieve a consistent surface polish on intricate geometries.
- Solution: For uniform material removal, use precision-controlled polishing methods like fluid jet polishing or CNC-assisted polishing.
Challenges:
- Material Sensitivity: Aggressive polishing might harm delicate materials.
- Solution: To lessen the material's mechanical stress, use non-contact techniques like laser or plasma polishing.
Challenges:
- Time-consuming Procedure: Polishing intricate or big surfaces might take a lot of time.
- Solution: To expedite the process, use automated equipment and sophisticated polishing methods (such as magnetic abrasive polishing).
Challenges:
- Contamination: The performance of the final vacuum chamber may be impacted by surface contamination.
- Solution: To guarantee a surface free of contaminants, perform thorough cleaning and examination after polishing.
Challenges
- Heat Generation: When polishing, too much heat can cause the surface to become distorted.
- Solution: To effectively handle heat, use cooling systems and adjust polishing conditions.
9. Advantages of Proper Polishing in Vacuum Chambers
Here are some benefits of polishing in the post-processing of vacuum chambers.
- Better Efficiency: Surface roughness is decreased by proper polishing, which also minimizes outgassing and particle formation, improving vacuum efficiency and cleanliness.
- Improved Durability: The durability of vacuum chambers is greatly increased by proper polishing, which fixes surface flaws and increases resilience to environmental influences.
- Resistance to Corrosion and Chemical Reactions: When polishing is done with techniques like electro-polishing, which passivates the surface, the chance of corrosion is reduced.
- Extended Life Span: Polishing prolongs the vacuum chamber's operational life by eliminating micro-defects and lowering wear and tear.
- Enhancements in Aesthetics and Function: In addition to being aesthetically pleasing, polished surfaces minimize the chance of contamination, make cleaning easier, and ensure peak performance in demanding situations.
10. Applications of Polishing in Various Industries
In many different sectors, polishing is essential for improving the efficiency and dependability of vacuum chambers. Key applications are listed below:
Aerospace: Accurate vacuum conditions and little outgassing are essential in satellite testing and aerospace research, which is how polished vacuum chambers are employed.
Semiconductor Manufacturing: The production of microchips and electronic components in this sector is ensured by extremely clean, polished chambers that are free from contamination.
Pharmaceutical and Biotechnology: To ensure no surface contamination during medication manufacturing, polished vacuum chambers are crucial for sterility and cleanliness in procedures like freeze-drying.
Scientific Research: In domains such as particle physics and material science, where small surface imperfections may influence outcomes, polished surfaces in vacuum chambers are essential for high-precision research.
Nuclear Industry: High vacuum quality is necessary for safe and efficient experimentation in the nuclear industry, where polished chambers are employed in procedures like nuclear fusion research.
11. Conclusion
In vacuum chamber construction, proper polishing is the overlooked hero that improves cleanliness, performance, and longevity. In crucial sectors including aerospace, electronics, and biotechnology, polishing guarantees vacuum chambers operate at their peak efficiency by improving corrosion resistance or guaranteeing incredibly smooth surfaces.
For cutting-edge applications, polished chambers are crucial because they provide accuracy, dependability, and a longer lifespan when used properly. This blog was helpful for you? Do you have any queries? Just let us know by commenting below.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}