

When it comes to machining complex parts with tight tolerances, two processes always lead the conversation: Wire EDM and CNC Milling. These aren't just shop-floor tools; they're precision powerhouses used in everything from aerospace and mold making to medical devices and high-end tooling. Each of these industries demands extreme accuracy and complex geometries that not every method can handle equally.

While both Wire EDM and CNC Milling have their strengths, choosing the right one depends on several key factors, like geometry, tolerances, materials, and turnaround time. In this article, I'll walk you through where each process shines, where it might fall short, and how to decide which is the best fit for your next project. Sometimes, the smartest move isn't picking one over the other, it's knowing when to use both.
Part 1: Understanding the Basics
Before we get into which process is better for what, let's take a moment to break down how these two technologies actually work. If you're already familiar with them, this will be a quick refresher, but if not, trust me, understanding the fundamentals will make the rest of this comparison way easier.
Wire EDM – What Is It?
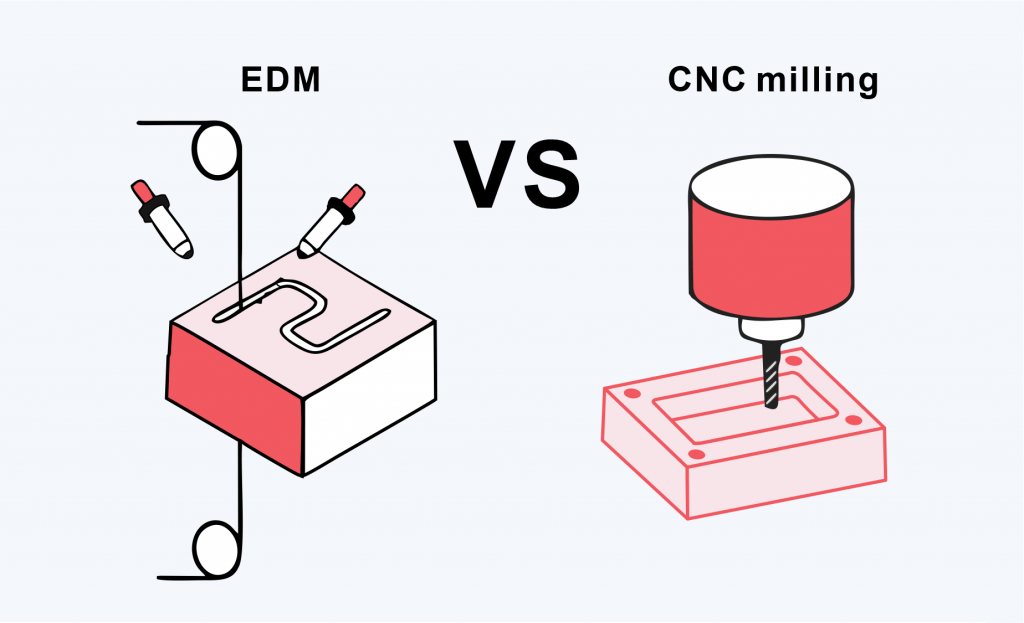
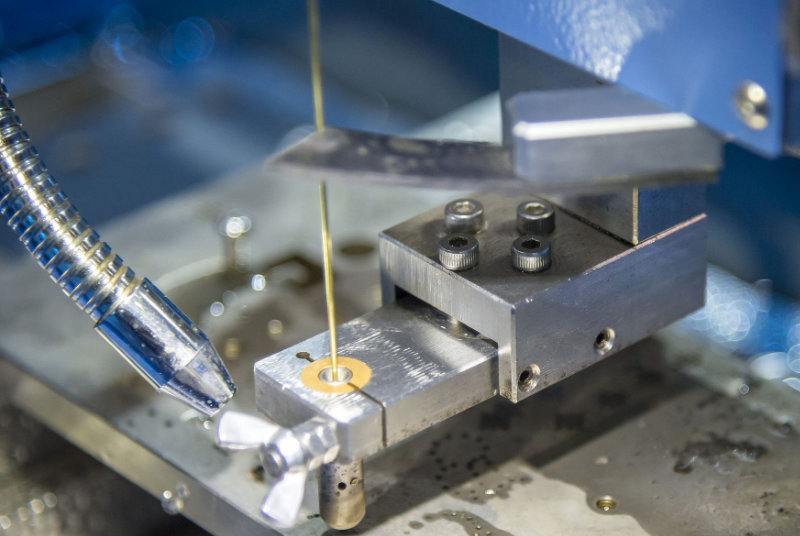
Wire EDM stands for Wire Electrical Discharge Machining. Sounds complicated, but the concept is surprisingly straightforward: it uses a super-thin wire and a series of electrical discharges (sparks) to cut through metal, and only metal that conducts electricity.

Imagine slicing through a block of hardened tool steel without ever actually touching it. No drill bits, no spinning cutters, no physical force. Just a thin wire (usually brass or copper-coated) passing through the part with high-frequency sparks that essentially vaporize the material in a controlled path.
Some of the coolest things about Wire EDM:
- There's zero mechanical force on the part, so delicate sections don't get bent or stressed.
- It delivers ultra-high precision, we're talking tolerances down to a few microns.
- It can easily cut through hardened materials that would otherwise chew up cutting tools in no time.
In short, if you need to machine complex features in hard metals and want them exactly right the first time, Wire EDM is the go-to.
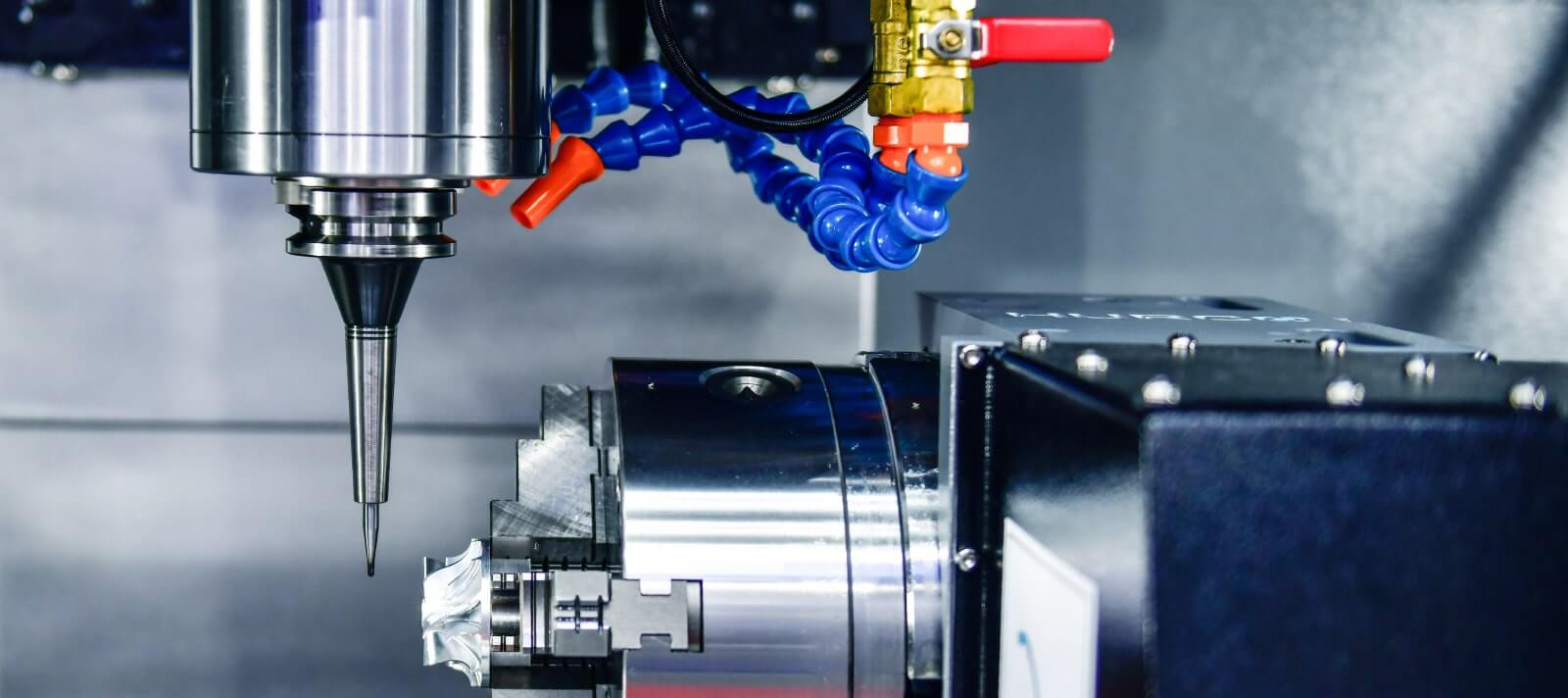
CNC Milling – What Is It?
Now let's talk about CNC Milling, the workhorse of modern machining.

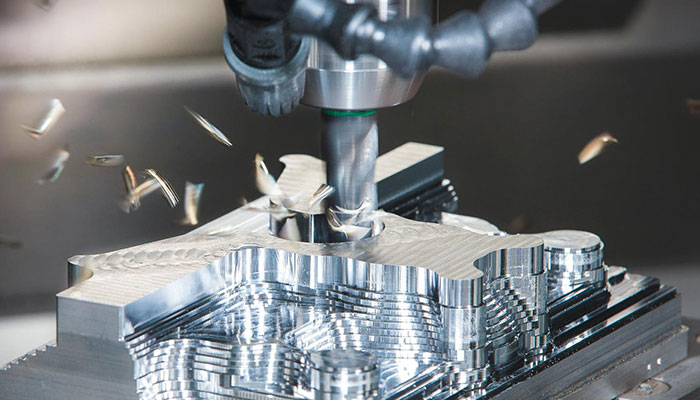
CNC Milling (Computer Numerical Control) uses rotating cutting tools that move along multiple axes to carve material away from a workpiece. Think of it like sculpting, but with incredible precision and speed, guided by a pre-programmed digital file (your G-code).
What makes CNC Milling so versatile is that it:
- Works on a wide variety of materials, not just metals but also plastics, composites, wood, you name it.
- It is much faster than EDM when it comes to removing bulk material.
- Excels at 3D profiling, pocketing, slotting, and just about anything that involves curves, slopes, or contours.
Plus, with 5-axis milling, you can create some seriously complex parts without flipping them around or doing multiple setups.
So, where Wire EDM is like laser surgery, CNC Milling is more like high-speed sculpting, powerful, precise, and flexible.
Quick Comparison
Here's a quick side-by-side to show you how they stack up on the basics:
| Feature | Wire EDM | CNC Milling |
| Cutting Method | Electrical discharge via wire | Rotary cutting tools |
| Contact with Material | No physical contact | Direct mechanical contact |
| Material Requirements | Conductive only | Almost any material |
| Tolerance Capabilities | Extremely tight (micron-level) | Tight, but usually not as precise as EDM |
| Surface Finish | Near polished, no burrs | Requires post-processing for a fine finish |
| Ideal Use Case | Fine details, sharp corners, hard metals | Faster machining, 3D geometry, and general use |
Understanding these core differences sets the stage for the deeper stuff, like which one handles geometry better, which one nails tolerances, and how to pick based on cost, speed, or material.
Part 2: Geometry and Complexity
If you've ever looked at a part drawing and thought, "How on earth am I going to machine that?", then you already know how critical geometry is in choosing the right process. This is especially true when you're dealing with complex profiles, internal radii, micro-slots, sharp corners, and other features that push traditional machining to its limits.
So, let's break it down. Where does each method shine when it comes to complex geometry?
Where Wire EDM Thrives
Wire EDM is practically built for complexity, especially in 2D profiles. Since it uses a wire that never physically touches the material, you can cut shapes that would be nearly impossible with conventional tools.

Here's where EDM dominates:
- Extremely tight internal radii - Because the wire is so thin (as small as 0.002 inches), it can create sharp internal corners with minimal radius.
- Narrow slots and fine features - Think slits thinner than a human hair, tiny keyways, or miniature cavities.
- Intricate contours - Like complex die inserts, surgical tools, or components with tight tolerance cutouts.
Example: Let's say you need to produce a precision mold insert for a plastic part, and the geometry includes multiple deep, narrow slots with sharp internal corners. A CNC mill would struggle with tool access and corner radii, but EDM? It can glide right through, no sweat.
Where CNC Milling Wins
But don't count out CNC Milling. If your part has 3D contours, sweeping curves, and exterior features, milling is usually the faster and more practical choice.

Here's where CNC milling shines:
- 3D profiling - Creating contoured surfaces, angled features, or organic shapes like turbine blades or prosthetic implants.
- External contours and chamfers - Especially on parts with relatively open shapes or where features don't require micron-level precision.
- High material removal rate - For bulk machining, especially with softer materials, CNC is much faster than EDM.
Example: Imagine machining a bracket with multiple angled pockets and a curved surface on top. That's milling territory. The job can be done in one or two setups, and with a 5-axis machine, you can hit every surface without manual repositioning.
Part 3: Tolerances, Accuracy, and Surface Finish
When you're working on components that need to fit perfectly, function under pressure, or look like they came out of a Swiss watch factory, there's no room for guesswork. Tolerances and surface finish aren't just numbers on a spec sheet; they define the success or failure of the final product.
This is where the difference between Wire EDM and CNC Milling really starts to show.
EDM's Superpower: Ultra-Fine Tolerances
One of the biggest advantages of Wire EDM is its unmatched precision. Since the process doesn't involve any physical contact, there's no tool pressure, deflection, or vibration, all of which can affect accuracy in traditional machining.

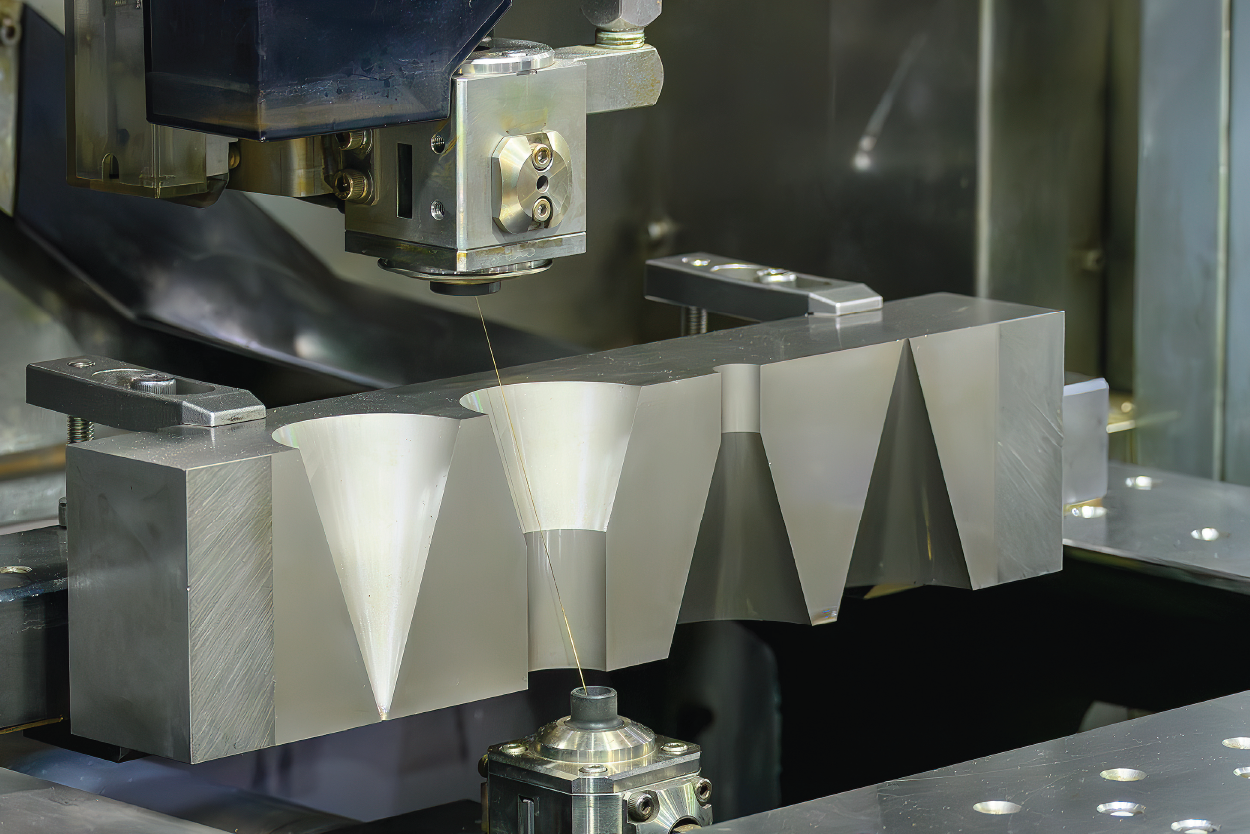
The expanding applications for wire EDM
With the right setup, EDM can consistently hit tolerances in the ±1–2 micron range. That's not just tight, that's insanely tight.
On top of that:
- EDM leaves behind sharp internal corners, not the rounded profiles you'd get with a milling cutter.
- There's no burr formation, which is a massive plus for applications where a clean edge is critical, like injection mold tooling or medical implants.
Basically, if you're building parts where even the tiniest deviation matters, like fuel injector components or fine press dies, EDM is your best bet.
CNC Milling: Still Accurate, But with Limits
Now, don't get me wrong, CNC Milling can be extremely accurate, especially with modern machines and high-end tooling. It's not uncommon to see mills achieve tolerances of ±5 to ±20 microns with proper calibration and thermal control.

But here's the catch:
- Milling cutters can't create sharp internal corners due to their diameter.
- You'll often get tool marks, especially on curved surfaces, unless you spend extra time polishing or running super-fine finishing passes.
- And yes, burrs happen, especially on thin edges or soft materials, which might require secondary deburring or finishing steps.
So while milling is accurate enough for the majority of applications, it generally can't compete with EDM when you need surgical-level precision or a flawless finish straight off the machine.
Part 4: Material Considerations
The part geometry might tell you what shape you're cutting. The tolerance might tell you how precise you need to be. But the material? That's what determines whether your cutting tool laughs or cries.
Different metals (and non-metals) behave in wildly different ways during machining, and not all processes are built to handle all materials equally.
Wire EDM: As Long as It Conducts, You're Good
Wire EDM has one major requirement when it comes to materials: it must conduct electricity. That's it.

If the material conducts, even poorly, it can be cut. That includes:
- Hardened steels like H13, D2, and A2
- Tool steels, regardless of Rockwell hardness
- Titanium, carbide, Inconel, and tungsten
- Even exotic materials like molybdenum or polycrystalline diamond (PCD) inserts (with special settings)
And here's the beauty of it: it doesn't matter how hard the material is. EDM cuts by spark erosion, not by pushing or slicing, so it doesn't care about surface toughness or tensile strength.
Also:
- There's no tool wear, because the wire never makes physical contact.
- There's no cutting pressure, meaning zero stress on the material. That's crucial when working with delicate parts or thin-walled structures where any deflection could be a deal-breaker.
Quick scenario: You're trying to machine a complex mold insert out of hardened D2 tool steel. A CNC machine might need custom carbide tooling, slow feed rates, and coolant management just to survive. EDM? It'll slice through it like butter, no drama.
CNC Milling: More Flexible, but With Limits
CNC Milling offers far more material flexibility overall, especially when you factor in non-conductive materials like:
- Plastics (ABS, nylon, PTFE)
- Wood
- Composites (carbon fiber, fiberglass)
- Aluminum and other soft metals
That makes milling the better choice when the part isn't made from metal, or if it's a softer metal that doesn't justify the slower EDM process.

However, milling does have its challenges with very hard or abrasive materials:
- Tool wear becomes a major issue when cutting hardened steel or nickel alloys.
- You'll need special coatings or carbide tools, which drive up costs.
- Some materials, like titanium, tend to generate heat and require excellent chip evacuation, or you risk tool failure or poor surface finish.
So while CNC is more versatile in terms of what it can cut, it sometimes struggles when what it needs to cut is extremely hard or heat-sensitive.
Summary: Material Comparison
| Factor | Wire EDM | CNC Milling |
| Material Requirement | Must be conductive | Almost any material (metal or non-metal) |
| Handles Hardened Metals | Excellent | Requires special tooling and care |
| Tool Wear | Minimal (wire is constantly refreshed) | Moderate to high, depending on the material |
| Stress on Part | None (no contact cutting) | Moderate to high (depends on setup) |
| Post-Heat Treatment Cutting | Yes — perfect for hardened parts | Risky, usually cut before heat treating |
So, if you're working with non-conductive materials or need fast cutting of soft metals, CNC Milling is your go-to. But if you're dealing with super-hard metals, post-heat-treated parts, or need flawless dimensional stability, Wire EDM takes the win, hands down.
Conclusion
Wire EDM and CNC milling each have their distinct advantages - the former achieves micron-level precision and sharp internal corners on hard metals through non-contact machining, while the latter excels at processing various materials and complex 3D surfaces with multi-axis capabilities. Selecting the appropriate process should be based on a comprehensive assessment of part geometry, tolerance requirements, material properties, and production efficiency, with the combination of both technologies often proving to be the wisest approach.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}