What is TIG Welding?
TIG (Tungsten Inert Gas) welding, also known as Gas Tungsten Arc Welding (GTAW), is a highly accurate and versatile joining process, offering tremendous opportunities for creating high-quality welds in very diverse applications. The process causes the coalescence of metals by heating them with an electric arc maintained between a non-consumable tungsten electrode and the workpiece. Shielding is provided by an inert gas, generally helium, argon, or a mixture, which protects the tungsten electrode and the pool of molten weld from oxidation due to contact with the air.
Below is the figure, which shows the major components and their relative positions: the TIG-welding torch, tungsten electrode, shielding gas, welding arc, and weld pool. It also shows the way filler metal is introduced into the weld pool through a welding rod. If it is a manual, then the rod is held in the hand, and if it is automated, then a welding rod guide will be used.
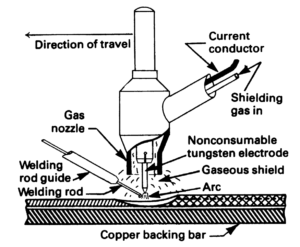
A typical TIG welding equipment consists of a power source, an electrode holder carrying the tungsten electrode, and a shielding gas supply with its controls. Other accessories may be provided in place of these, such as a foot rheostat to regulate current and water-cooling systems for the electrode holder.
How TIG Welding Works
Tungsten Inert Gas (TIG) welding operates on the principle of creating an electric arc between a non-consumable tungsten electrode and the workpiece. The tungsten electrode, made from pure tungsten or a tungsten alloy, conducts the welding current and generates heat when an arc is established between the electrode and the metal being welded. This arc arises from the passage of current through ionized inert shielding gas, usually argon or helium, which protects the molten weld pool, electrode, and the immediate area of work from atmospheric contamination, such as oxidation.
The electric arc is initiated either by momentarily touching the electrode to the workpiece and then quickly withdrawing it or by means of high-frequency equipment that ionizes the shielding gas in a conductive path for the main welding arc. The heat generated by an arc melts the edges of workpieces, and filler metal, if needed, is manually fed into the weld pool. The molten metal then solidifies as the welder moves the electrode along the joint, thereby forming a strong, permanent weld.
Therefore, shielding gas would flow around the welding area to prevent oxidation and contamination of the weld pool and ensure the quality and integrity of the weld.
Shielding Gases: Types and Applications
Shielding gases are crucial in TIG welding. They protect the weld pool from atmospheric elements, ensuring high weld quality and mechanical performance. The two most common shielding gases used are argon and helium, each with different properties suitable for different applications.
Properties of Common Shielding Gases
Argon is the most commonly used shielding gas. With an atomic weight of 40, this heavy monatomic gas was found to perform well with smooth arc action, lower arc voltage, and excellent cleaning action. Because it is about one and one-third times heavier than air, it forms a stable blanket over the weld area, enabling it to carry out its shielding effectively even when used at low flow rates. Besides, it offers better arc starting, cross-draft resistance, and economy. This is especially useful while welding thin materials in positions where the control of the molten weld pool cannot be easily done.
Helium has an atomic weight of 4, is lighter, and requires higher flow rates for similar shielding. Its higher thermal conductivity and arc voltage provide good benefits in welding thicker materials of high conductivity, such as copper or aluminum. Helium provides much higher heat input and thus allows high welding speed and deep penetration, especially in mechanized operations. Its lighter density can produce turbulent shielding, and therefore careful control is necessary.
Advantages of Gas Mixtures
Mixtures of argon and helium provide a balance between their respective features. For example, argon-helium mixtures improve the conditions of penetration and increase the welding speed, especially in materials that require more heat input. In stainless steel applications, mixtures with hydrogen are preferred, allowing higher welding speeds and giving better weld quality, with the hydrogen content properly controlled to avoid porosity.
How to Choose a Shielding Gas
Shielding gas selection depends on the type of metal, material thickness, joint type, and quality requirements. Argon is the best choice for thin materials and manual welds, while helium or a combination of argon and helium is good for thicker or highly conductive materials. Mechanized welding on stainless steel always outperforms with an argon-hydrogen mixture. Many people consider gas density, arc stability, and economy to realize optimum results.
Materials Used in TIG Welding
TIG, or Gas Tungsten Arc Welding, is a very precise and versatile welding process. It is generally used with metals that require a high-quality finish and precisely controlled heat input.
Materials Commonly Welded
Aluminum: Probably the most commonly welded material by TIG is aluminum; this requires AC to break its oxide layer for good fusion. Cleanliness is important, as it normally suffers from contamination and porosity within the weld.
Stainless Steel: The smooth, quality welds that can be carried out with TIG (Tungsten Inert Gas) mean basically that's what stainless steel needs. It has to be protected with an inert gas from both the face and root side of the weld to avoid oxidation and loss of corrosion resistance.
Active metals like Titanium and Magnesium: Require almost ideal inactive gas shielding to avoid contamination with either oxygen or nitrogen, either of which may severely deteriorate the properties of these metals. An alternating current is generally used for magnesium to cope with the surface oxides.
Nickel and Copper Alloys: Fundamentally, these alloys require very accurate heat input to reduce any possible crack or distortion in the alloy. The precision in heat input control of TIG welding makes it an excellent choice for joining these alloys without compromising their integrity.
Material-Specific Challenges
TIG welding requires very careful preparation. Oils, grease, and corrosion on the edges of joints have to be thoroughly cleaned to avoid weld defects such as cracks or porosity. Filler metals too will have to be very carefully chosen to be metallurgically compatible and to fulfill the application needs of the weld for strength and durability. Following these practices, TIG welding does its best on most materials.
Advantages and Limitations of TIG Welding
Advantages of TIG Welding
TIG welding provides superior benefits, particularly in the welding of thin base metals, due to its heat input control precision. Like oxy-acetylene welding, TIG welding permits the independent control of the heat source and filler metal and provides the most versatility of any welding process. The process uses a non-consumable electrode and is capable of fusion welding without the use of filler metal. TIG can weld almost all metals, although, among the low-melting materials like lead, tin, and zinc alloys, it is less suitable.
The technique is uniquely capable of handling the refractory oxides and hence does a very excellent job in welding aluminum and magnesium and for reactive metals such as titanium and zirconium that require protection from air during melting to prevent embrittlement. TIG welding is also acknowledged to always provide high-quality welds, thus being essential to use when it involves very important applications or materials of high costs. Cleaning the base metals well beforehand assures the best possible outcome with the least surface impurities to compromise weld integrity.
Challenges and Limitations
TIG welding gives a good, high-quality weld with a great deal of precision but is subject to some problems and disadvantages. It is a very slow process compared to consumable electrode arc welding, and it reduces productivity when the projects are large. Contamination may be a problem, as molten tungsten from the electrode may be transferred to the weld, producing hard, brittle tungsten inclusions.
Poor practices, like allowing the hot filler rod to be in contact with air, will also contaminate the weld metal and destroy any chance that the weld will be sound. Also, the shielding gases of argon and helium are fairly costly; thus, raising the total expenses. The tungsten electrodes, along with all of the sophistications that control the TIG welding equipment place them in a much higher cost bracket compared to processes like shielded metal arc welding.
Applications of TIG Welding
TIG welding, also known as GTAW, has become a universal joining method through which several major industries operate in regard to its precision and the versatility of working with it. The processes are employed to weld longitudinal seams in thin-wall stainless steel and alloy pressure pipes, and in continuous strip mills, where a lack of filler metal is often preferred. On the contrary, it also employs the presence of filler metal for thicker walled pipes and tubing in all welding positions inside the power generation, chemical, and petroleum industries.

TIG welding in piping
The aircraft and aerospace industries employ TIG welding to join many materials that have critical strength-to-weight ratios. Examples include jet-engine casings and rocket motor cases. Applications are also found on delicate items, such as transistor cases and expansion bellows.
Besides this, TIG welding is indispensable in industrial piping, especially for root passes in carbon steel pipes used in critical applications, and in automated processes for the fabrication of heat exchangers to ensure minimum distortion and repeatable results.
References:
American Welding Society, 1978. Welding Handbook: Welding Processes, Arc and Gas Welding and Cutting, Brazing, and Soldering. 7th ed., vol. 2. Edited by W.H. Kearns. Miami, FL: American Welding Society.
https://www.shutterstock.com/search/tig-welding