

In Part One, we thoroughly analyzed the basic operating principles, geometry handling capabilities, precision performance, and material compatibility of Wire EDM and CNC milling. As we've seen, each technology has its unique advantages and limitations. In this second part, we will further explore the comparison between these two technologies in terms of speed, cost-effectiveness, combined application strategies, operator skill requirements, and sustainability, helping you fully understand how to choose the optimal machining solution based on your project requirements.
Part 5: Speed, Cost, and Efficiency
Let's be honest: Even if a process is ultra-precise and can machine alien-grade titanium, it still needs to make business sense. That means looking at the whole equation, from how fast a part can be made, to how much it costs per unit, to the overall efficiency of the operation.
And here's the thing: Wire EDM and CNC Milling play very different games in this department.
Wire EDM: Slow and Steady - But Worth It
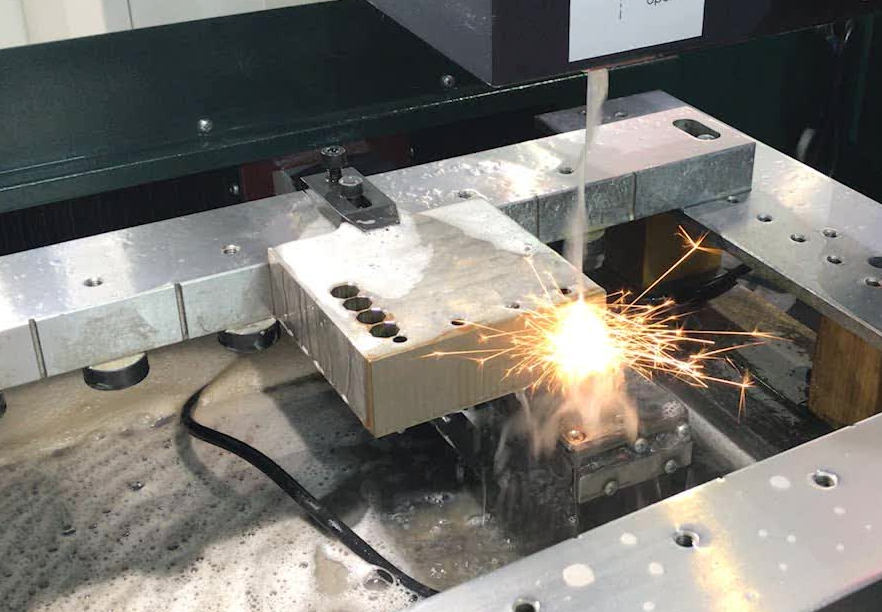
There's no sugarcoating it, Wire EDM is slow.
Even under the best conditions, EDM is nowhere near the material removal rates of CNC milling. It takes its time. Every pass of the wire is deliberate, calculated, and carefully controlled to preserve accuracy.

But… that slowness comes with payoffs:
- Extremely low finishing requirements - Most EDM parts come off the machine ready to go. No need for deburring, polishing, or chasing sharp corners with secondary tools.
- Minimal tool wear and maintenance - The wire is constantly fed and doesn't require sharpening or replacing like milling cutters.
- Unattended operation - Many EDM machines are designed to run lights out, especially for small batches or fine detail work. You can set it up and walk away.
So while the cycle time per part might be longer, the total production workflow can be surprisingly efficient, especially for low-volume, high-precision jobs.
CNC Milling: Fast, But with Follow-Up
CNC Milling wins the speed race, hands down. It can hog out material like nobody's business — especially when cutting soft metals like aluminum or using roughing strategies with modern tooling.
However, milling also comes with overhead:
- Post-processing is often required, especially if tight surface finishes or tolerances are needed.
- Tool wear can affect consistency, especially on large runs or with difficult materials.
- More setups may be needed for complex parts unless you're running a 5-axis machine (which isn't cheap).
That said, if you're machining multiple copies of a part with general tolerances, CNC can be much more cost-effective on a per-part basis. Especially when time is tight and you're running production batches.
Cost Comparison: It Depends
This is where things get tricky. There's no one-size-fits-all answer, but here's a rough guide based on real-world experience:
| Factor | Wire EDM | CNC Milling |
| Machine Hourly Rate | Higher (due to slower processing) | Lower (faster material removal) |
| Setup Time | Medium (once wired, runs unattended) | Variable (depending on fixturing complexity) |
| Post-Processing | Often not needed | Frequently needed (deburring, polishing) |
| Tooling Cost | Low (wire is cheap and consistent) | Medium to high (cutters wear out) |
| Ideal for... | Small batches, tight tolerance work | Medium to large batches, general machining |
Tool Wear & Efficiency
Tooling is often the hidden cost no one talks about.
- With EDM, there's virtually no wear on the wire, and it gets constantly refreshed. You'll rarely find yourself pausing production due to tool degradation.
- Milling, however, relies on cutters that dull over time. Tool replacement schedules, toolpath strategies, and coolant systems all play a role in keeping things running efficiently.
Pro tip: If you're cutting super-hard material or intricate shapes that would require five different cutters and multiple setups in CNC, EDM may actually save you money, even if it's slower.
Part 6: When to Use Both
If you've ever walked into a high-end tool room or aerospace shop, you've probably seen CNC mills and Wire EDMs running side by side. That's not an accident, it's a deliberate strategy.
Why?
Neither Wire EDM nor CNC Milling is perfect on its own, but when you combine them strategically, you can unlock incredible precision, efficiency, and flexibility that neither can deliver alone.
A Common Hybrid Workflow
Here's a common example of how they're used together:
- Start with CNC Milling to:
- Rough out the bulk material
- Create basic features and 3D contours
- Machine easily accessible areas
- Finish with Wire EDM to:
- Cut narrow slots or fine internal details
- Achieve tight tolerances on mating surfaces
- Hit sharp corners that milling tools can't reach
This combo lets you remove most of the material quickly, while still achieving EDM-level precision where it matters most, like cutting dies, electrodes, or high-performance medical components.
Why It Works So Well
- Reduced EDM cycle time: EDM is slow, but if the part is already roughed out with a CNC, the wire only has to finish the fine features. That alone can cut EDM time in half.
- Tool life optimization: You don't have to push milling cutters into hard-to-reach features, which often leads to tool wear or breakage.
- Precision where it counts: Some parts only need tight tolerances on specific surfaces, not the whole piece. So you mill the rest and reserve EDM for those final edges.
Real-World Example
Let's say you're machining a mold cavity for an injection mold insert:
- The outer profile and 3D pocketing are done quickly on a CNC mill.
- Then, the part is clamped on the EDM, and the internal ribs and locking details, which require micron precision and sharp corners, are finished using wire cutting.
That's a very common scenario in mold shops.
Another example? High-performance aerospace brackets. The outer shape and holes are milled, but small internal keyways or spline profiles are done with EDM for a flawless fit.
Industry Best Practices
A lot of seasoned machinists and shop leads will tell you: don't force one process to do everything. Instead, play to each method's strengths.
Many shops actually plan their workflow around this from the start:
- CAM programmers map out which sections of the part will be milled and which will be EDM'ed.
- Jobs are scheduled to minimize changeovers, and fixturing is designed with both processes in mind.
- Some high-end shops even use combination machines (mill + EDM in one setup), though they're expensive and rare.
As a rule of thumb:
- If a feature can be milled quickly and accurately, do it.
- If it can't be milled without compromise, EDM it.
In short, the smartest shops don't limit themselves to one method. They blend CNC and EDM like a good recipe, knowing exactly when to rough fast and when to finish flawlessly.
Part 7: Operator Skill, Software & Learning Curve
It's easy to get caught up in specs, tolerances, and material capabilities, but there's another layer that's just as important when choosing between Wire EDM and CNC Milling: the human element.
Let's be real, no matter how advanced the machine is, someone has to program it, set it up, and make sure it's doing what it's supposed to. And both processes have their own unique challenges when it comes to operator skill, software, and training.
CNC Milling: A Hands-On, Strategy-Heavy Skill
Running a CNC mill well isn't just about pressing "Go" on a G-code file. It takes experience, strategy, and an understanding of physics.

Here's what good CNC milling operators need to know:
- CAM software and toolpath programming - Knowing how to rough, finish, ramp, plunge, and avoid collisions is essential.
- Feeds and speeds - Understanding how to balance spindle speed, feed rate, and depth of cut depending on material, tool, and surface finish requirements.
- Tool selection and tool holding - Choosing the right cutter geometry, coating, and length for each operation.
- Fixturing and work holding - Making sure the part stays put under high loads without distorting.
- Machine setup and calibration - Even a small misalignment can ruin tolerances, especially on multi-axis jobs.
In short, CNC Milling demands a deep understanding of cutting dynamics and a feel for how to optimize toolpaths for both speed and quality. It's technical, hands-on, and often requires on-the-fly decision-making.
And because there's such a huge variety of tools, machines, and materials, the learning never really stops.
Wire EDM: Subtle, Patient, and Precision-Obsessed
At first glance, Wire EDM looks simpler; there's no tool deflection, no multi-axis rotation, no cutting pressure to worry about. But don't let that fool you.

EDM is a different kind of skill, one that demands patience, attention to detail, and deep knowledge of electrical discharge behavior.
A good EDM operator needs to understand:
- Spark gap and discharge settings - Every material and thickness requires different voltage, pulse duration, and frequency.
- Flushing and wire tension - Proper dielectric flow is critical to flushing debris and maintaining cut quality.
- Wire selection and path control - Choosing the right wire diameter and controlling the offset paths, especially during rough vs skim passes.
- EDM-specific CAM software - It's not the same as standard milling software - the tool paths are electrical in nature, not mechanical.
Also, troubleshooting EDM issues often involves microscopic adjustments, things like adjusting flushing pressure or tweaking parameters based on the surface finish of a single wall.
It's less about brute force and more about understanding the subtleties of electrical erosion. And while the pace is slower, the margin for error is razor-thin.
Learning Curve: Which One's Easier?
It really depends on your background and goals.
- If you come from a mechanical or traditional machining background, CNC might feel more familiar. The tools are physical, the strategies are visual, and you can see chips flying, which helps build intuition.
- If you're more into precision finishing, electronics, or detail work, EDM might suit you better. It rewards calm thinking, patience, and methodical setup over brute speed.
But overall:
- CNC Milling has a steeper learning curve upfront, due to toolpath complexity and machine dynamics.
- EDM has a slower but deeper learning curve, especially when mastering multiple skim passes, wire break detection, and advanced parameter control.
In the end, neither process is plug-and-play. Both require skilled minds and trained hands, just in different ways. If your shop is growing, think about your talent pipeline too: Will you have the team to run the machine you invest in?
Part 8: Sustainability and Waste Management
Machining isn't just about making chips and hitting tolerances anymore. It's also about what happens to the material you don't use, the energy you consume, and the long-term environmental impact of your operations.
If you're building parts for medical, aerospace, or automotive industries, chances are your clients and regulations already care about sustainability. So let's look at how both Wire EDM and CNC Milling perform on that front.
Wire EDM: Clean Cuts, But Fluid-Dependent
At first glance, Wire EDM seems like the cleaner option. There are no flying chips, no physical tools digging into stock, and no massive chip trays to empty. But there's a tradeoff: dielectric fluid.

Here's how Wire EDM scores on sustainability:
Pros:
- Minimal material waste: EDM removes material very precisely, often down to fine dust or small particles suspended in fluid.
- No tool wear: Since there's no mechanical contact, you're not discarding dull or broken cutters every few jobs.
- No burrs = less post-processing: Fewer steps mean fewer tools, less energy, and lower labor hours.
Cons:
- Requires dielectric fluid: Most systems use deionized water or an oil-based dielectric. These fluids need to be filtered, monitored, and eventually replaced, which adds to the environmental load.
- Sludge and filtration waste: Over time, the filtered-out particles create a sludge that needs to be safely disposed of.
- Energy consumption: EDM machines use high-frequency electrical discharges, which can consume a decent amount of energy during long run times.
So while EDM is efficient in material use, it comes with some maintenance overhead in managing its fluids and power use.
CNC Milling: More Chips, But More Recyclable
CNC Milling, on the other hand, is a chip-generating beast. Material is physically carved out, which can look messy, but it comes with its own set of environmental upsides.
Conclusion
In conclusion, Wire EDM and CNC milling play complementary rather than opposing roles in modern precision manufacturing. Understanding their respective performance in speed, cost, talent requirements, and environmental protection enables us to make more informed process choices. Best practices often involve flexibly combining the advantages of both technologies according to the specific requirements of the part, optimizing production efficiency and cost while ensuring quality. Whether you choose a single process or a mixed application strategy, a thorough understanding of these factors will ensure that your manufacturing decisions meet both technical requirements and business logic.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}