Diamond-like carbon (DLC) coatings are known for their exceptional mechanical and tribological qualities. Physical vapor deposition methods such as sputtering, ion beam, pulsed laser deposition, and cathodic vacuum arc systems are commonly used to create these coatings.
But, What is the difference between DLC and PVD coating? How is a DLC coating better than PVD Coating?
PVD, or Physical Vapor Deposition, is a method that involves vaporizing a variety of metals and then layering them on a surface in a heated vacuum. Whereas DLC coating is an advanced method for thin-film coating. The primary distinction is that DLC uses a kind of carbon instead of spraying on a group of metals.
Carbon has a small atomic size, ranging from ~0.15 to ~0.22 nm in diameter, and hence can create a thick film with a high packing factor.

Well, For most deposition processes, the basic mechanism is the same: carbon atoms are given a certain amount of energy and pummelling into the substrate. However, each deposition process has a variable amount of energy per unit ion. Varied deposition processes provide DLC coatings with different properties.
They both perform the same function, but DLC provides a higher, more durable, and more scratch-resistant finish.
DLC coatings are gaining popularity in the industry because of their superior mechanical and tribological properties. DLC coatings are chemically inert, biocompatible, and oxidation resistant, with the thermal stability of up to 300°C.
Schmellenmeier described carbon coatings produced with glow-discharge plasma in the presence of acetylene gas for the first time in 1953. The carbon layer exhibited good scratch resistance and hardness. Because of the increased diamond-like proportion and properties discovered in the coatings. So, carbon coatings are gradually called DLC.
How is DLC coating deposited? What Techniques are used for DLC thin film coating?
Let’s explore this in detail.
DLC Deposition Techniques
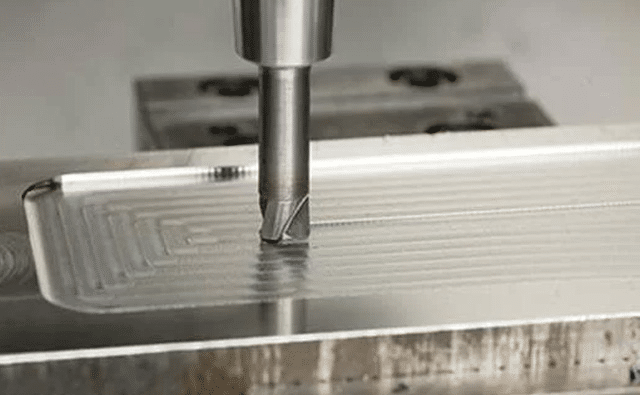
For several decades, scientists have experimented with numerous methods to generate diamond-like carbon (DLC) layers. The DLC deposition techniques can be categorized into Physical Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD) are the two main methods for creating DLC layers.
The carbon source in the PVD method is a solid (graphite), whereas the carbon source in the CVD approach is a gas (a hydrocarbon such as methane). The arc, sputter, and laser vapor deposition processes are all types of PVD.
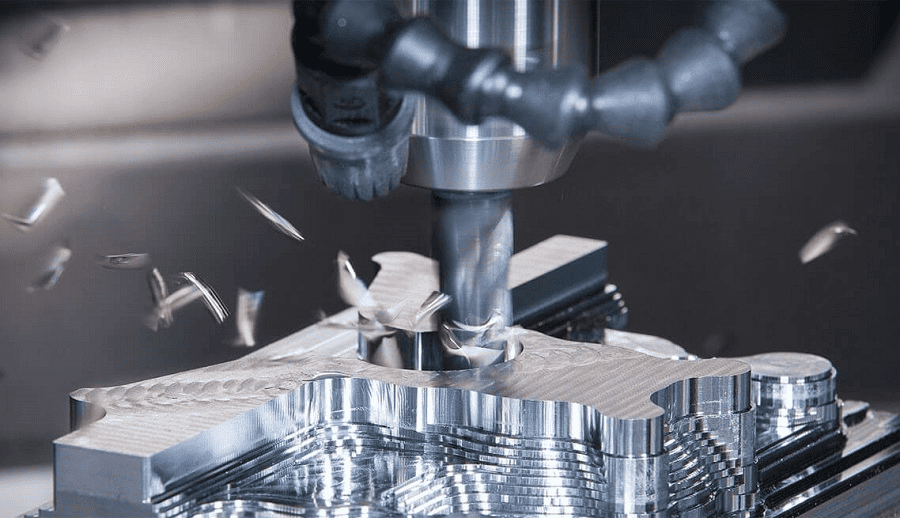
Radio-frequency (RF), direct current (DC), Penning ionization gauge (PIG), and self-discharge are all CVD methods. The figure below depicts the RF discharge plasma CVD, PIG plasma CVD, and arc PVD that we used.
The deposition technique can be categorized into six kinds of approaches based on the prevalence of phenomena or the type of physical, chemical, or physicochemical interaction on the core or substrate: mechanical, thermomechanical, thermal, electrochemical, chemical, and physical.
Plasma-assisted chemical vapor deposition (PACVD) techniques are the most widely employed among them. These technologies enable the formation of layers at low temperatures by activating chemical processes in the gas phase, which is a low-temperature plasma.

DLC Production Techniques
Atomic structure
What kind of atomic bonding causes to produce of good DLC mechanical properties?
Carbon atoms form three different types of bonds: sp1, sp2, and sp3. Carbon allotropes, such as graphite and diamond, are formed by various bonding configurations between carbon atoms. As a result, the atomic bonding patterns that give rise to the microstructure play a key role in inducing material qualities including hardness, Young's modulus, toughness or friction, and wear, among others.
Trends of Improvement in DLC coating
How can we improve the DLC coating? What the latest trends are available for improvement in DLC coating?

The trend of improvement in DLC coating while using foreign-element doping to improve DLC characteristics began in the early 1990s. To achieve the desired properties, DLC coatings were co-sputtered with a variety of components. Stibium, iodine, and nitrogen for electrical qualities, chromium and titanium for adhesion, friction, and wear, silver and fluorine for medicinal purposes, copper for antifouling, and zirconium were among the elements utilized for corrosion improvement.
However, it has been discovered that improving some DLC qualities with foreign-element doping necessitates a trade-off on other characteristics.
Many studies have been done to increase the toughness and friction of DLC by doping metal elements in the range of 0.2 percent to 20% to compensate for DLC's hardness and wear rate. Few research on DLC hardness, toughness, stresses, friction, and wear in relation to metal doping has been published.
For example, reducing the residual stress from 2.5 to 0.5 GPa and the coefficient of friction from 0.12 to 0.03 with 18 percent aluminium reduces the hardness from 24 to 8 GPa while increasing the wear rate from 2.5*3^ 10^-8 to 13*3^10^-8 mm3 /Nm.
Similarly, titanium doping in DLC lowers the residual stress from 0.9 to 0.3 GPa and the friction coefficient from ~1.0 to ~0.05, but it also lowers the hardness from ~10.5 to ~9 GPa.

Improvement in DLC coating by doped DLC nanocomposite
Substrate for DLC coating
What kind of substrate can be used for DLC coating? Is there any pre-treatment to be required for substrate?
There is a vast range of substrates that can be employed for DLC coating. But, The substrate must bear most of the applied load but DLC coatings have a very thin nature layer. So, Plastic deformation will occur if the substrate is not strong enough to support the contact load and hence the coating, resulting in early coating failure.
In recent years, the task of improving the properties of hard DLC coatings by thermo-chemical substrate pre-treatment has gotten a lot of attention, leading to the development of a novel method known as a duplex treatment.
Plasma nitriding of the steel substrate prior to coating deposition has been widely employed to improve the substrate's and coating's mechanical qualities. Plasma nitriding of the steel substrate has been shown to increase the load-carrying capability of the coating–substrate composite.
The DLC may not cling to the substrate directly in some circumstances (treated stainless steel). At the same time, intermediate layer materials were used to finish the DLC coatings in order to improve adhesion.

Tribological performance of DLC Coating
What are the tribological performances of DLC coating in a humid and dry environment? How much it is beneficial?
Compared to bulk materials and other wear-resistant coated surfaces, diamond-like carbon (DLC) coatings have low friction and great wear resistance. The friction and wear performance of DLC films is greatly influenced by the surrounding environment, including gas atmosphere, humidity, and temperature. Highly hydrogenated DLC films have minimal friction in dry and inert environments, but hydrogen-free DLC films have high friction and wear.
In a humid environment, the friction coefficient of both types of DLC films is similar, ranging from 0.05 to 0.2, and hydrogen-free DLC films provide the best wear resistance. The beneficial tribological features of hydrogenated DLC films may be disrupted at high temperatures due to hydrogen effusion and graphitization of the film structure at low temperatures. The hydrogen-free DLC films, on the other hand, can withstand greater temperatures despite having a higher friction coefficient.
In comparison to most bulk materials, DLC coatings can be thought of as low-friction coatings with great wear resistance, such as wear-resistant ceramic coatings like TiN. In a normal environment, TiN has a friction coefficient of roughly 0.5 when compared to steel, whereas DLC films have a friction value of less than 0.2. When compared to boundary-lubricated steel versus steel contacts, DLC coatings often show similar friction levels in unlubricated contacts.

DLC coated automotive parts
In sliding contacts, DLC coatings outperform most wear-resistant materials and coatings, as the wear rates of DLC films are two to three orders of magnitude lower than, for example, TiN coatings.
The deposition technique and deposition parameters regulate a wide range of compositions and structures in DLC films. As discussed in various researches, the film composition, as well as the test parameters (load and speed), test environment, temperature, and counterface material, influence the friction and wear performance of DLC films.
Properties of DLC Coating
How much DLC coating is stable? What type of properties should be considered?
DLC coatings are chemically inert, biocompatible, and oxidation resistant, with the thermal stability of up to 300°C. However, in addition to the aforementioned advantages, DLC coatings have large residual stresses and low toughness, limiting their use in a wide range of applications, particularly in terms of mechanical performance.
High hardness, wear resistance, low friction coefficient, high insulation, high chemical stability, high gas barrier capabilities, high anti-burning qualities, high biocompatibility, and high infrared permeability are all characteristics of DLC films. Low-temperature (200 °C) DLC films with flat surfaces can be made.
Industrial Applications
Diamond-like carbon (DLC) coatings have emerged as the best solution for demanding physical applications where components are subjected to high loads or excessive friction, wear, and contact with other parts in the world of wear-resistant thin films. Only the great hardness of a DLC coating, along with a low coefficient of friction, can prevent parts from pitting, galling, seizing, and eventually failing in the field in these conditions.
In general, DLC coatings are employed for many of the applications that PVD coatings have been emphasized for — with the exception of cutting instruments that are subjected to high operating temperatures. DLC coatings are particularly beneficial when both wear and friction reduction are desired. DLC coatings also provide a black finish that is pleasant to the eye.
Here are some examples of common applications:
- Automobile: Piston pins and rocker's arms are used in automobiles.
- Medical: surgical instruments, prosthetics
- Firearms: Pistol slides, barrels, and bolt carriers are all examples of firearms.
- Industrial components: Pistons, plungers, gears, and mechanical seals are examples of industrial components and machinery.
- Injection molding: Dies, ejector pins, and sliding machine parts are all used in injection molding.
- Consumer Goods: Wristwatches, jewellery, and golf clubs are examples of consumer goods.
DLC-coated materials could also be used to extend the life and effectiveness of medical probes, catheters, and cardiac implants. DLC has also been alloyed with antimicrobial metals like silver; not only does silver lower compressive stresses, but it also possesses antibacterial properties. Despite the fact that a lot of work has already been done, more research is needed to create and commercialize DLC-based medical devices.

Conclusion
PVD and DLC coating both have similarities in deposition mechanisms. Whereas, due to the small carbon atomic size, it can create a thick layer with a high packing factor. Physical vapor deposition (PVD) and chemical vapor deposition (CVD) are two main methods for depositing DLC coating.
There are three types of bonding sp1, sp2, and sp3 that are responsible for good mechanical properties. DLC coating can be improved by doping with other elements. A vast range of substrates can be used for DLC coating. But, substrate pre-treatment has gotten a lot of attention and is known as a duplex treatment.
DLC coating shows the best tribological performance in both humid and dry environments. This coating is stable up to 300°C. There is a vast application of DLC coating in automobile, medical, injection molding, and industrial components.
was it helpful for you? If you have any other views about this blog. Let us know by commenting below.